- 回首頁
- 機械工業雜誌
熱塑複材板、管成形與接合技術介紹
作者 莊志宇、姜志華
刊登日期:2019/12/01
摘要
全世界之熱塑複材市場目前正以8.34%年複合成長率快速成長,TOYOTA目前已投入汽車構件多材料異材接合成形核心技術開發。自BMW等資訊分析,2020年以後,熱塑複材於汽車產業應用研製將急速發展,未來車用輕量化材料比重也將會因應歐美燃料經濟與嚴苛之碳排法規可預期會逐年成長。
相較於熱固複材為非循環再用材料,熱塑複材具備可回收再利用,預浸材料無需冷藏,固化後加温成形性佳等優點,其本身之熱塑性樹脂加熱軟化,常溫固化,為可逆物理反應,其板、管材可經由熱成形製程產出所需曲面特徵,具有可塑性成形及量產的潛力。在複材接合方面,目前逐漸有熱塑複材與金屬件作Hybrid設計結合之趨勢,本文將介紹金屬中心新近發展之熱塑複材加熱成形與接合製程技術研究成果,以提供相關業界之參考。
The world's thermoplastic composites market is currently growing at a compound annual growth rate of 8.34%. TOYOTA has now invested in the development of core technology for multi-materials and joints of automotive components. From the analysis of information such as BMW, after 2020, the application of thermoplastic composite materials in the automotive industry will develop rapidly. The proportion of lightweight materials for vehicles in the future will also be expected to grow year by year in response to the European and American fuel economy and strict carbon emission regulations.
Compared with the thermosetting composite material, the thermoplastic composite material has the advantages of being recyclable, the prepreg material does not need to be refrigerated, and the heating and forming property is good after curing, and the thermoplastic resin itself is heated and softened, and cured at room temperature. For reversible physical reaction, The plate and tube can be produced through the thermoforming process to shape the desired surface features, and have the potential of plastic forming and mass production. In the aspect of composite joining, there is a trend of combining thermoplastic composites with metal parts as Hybrid design. This paper will introduce the research results of the newly developed thermoplastic composite forming and joining process technology of MIRDC for reference.
關鍵詞(Keywords)
熱塑複材、成形、接合
FRTP(Fiber Reinforced Thermoplastic) , forming, Joining
前言
複合材料之組成區分為補強材及基材,其補強材種類常用的有碳、玻璃纖維,其中碳纖維之重量密度是鐵的1/4,抗拉強度約10倍以上;化學性質穩定且耐腐蝕、高、低溫等特性,產業應用由原來之高端航太業、轉為近年之民生工業、運動用品及汽車相關之運輸工具上;另外玻璃纖維之重量密度是鐵的1/3,抗拉強度大約是同樣粗細鋼絲的5倍,剛性強度雖比碳纖維較差但其延展性較佳且價格便宜,大都應用在民生、船舶工業、運動用品、汽車相關零配件及冷凍車廂上。
複合材料依所使用的基材可區分熱固性及熱塑性樹脂,熱固性樹脂是加熱後固化,為不可逆化學反應;熱塑性樹脂是遇熱則軟化、冷卻則硬化,為可逆之物理反應,與原物性相同,因採用熱塑性樹脂之熱塑複材可加熱再利用,預浸材料無需冷藏等優點,相較於熱固複材為非循環再用材料,熱塑複材具備可回收再利用,固化後加温成形性佳,製程工時與熱固複材相比較短,具量產性,預計未來將會因環保法規限制及其量產性而促使熱塑性複合材料之市場需求量將逐漸擴大。
因應歐美燃料經濟與嚴苛之碳排法規,未來車用輕量化材料比重可預期將逐年成長,碳纖複材用量將漸次提升,全球2011年碳纖複材需求量約4.1萬噸、2020年預估達11.2萬噸,目前國際汽車大廠相繼投資碳纖量產開發,GM與Toho 2011年簽署協議,使用創新的CFRTP技術來量產碳纖車,減輕車體重量;Ford與Dow化學公司2012年合作開發CFRTP零件,預期十年內降低車體340kg的重量。
如下介紹應用,日本之帝人集團(teijin)在2016年3月8~ 10日於法國巴黎複材展發表成功應用CFRTP於電動車之骨架試作開發,如圖1所示,車身框架重量僅為47公斤,為現有鐵質框架車身重量的五分之一,兩名成年人可輕鬆抬起。另外豐田在2014年底所推出之氫燃料電池車MIRAI,在stack frame部分使用到碳纖維熱塑複材(CFRTP),其儲氫罐及燃料電池組件也採用日本TORAY公司之碳纖維產品,2018 年其全球銷售量約 2,400 台,而豐田目標在 2020 年以後將其年銷售量提高至 3 萬台以上水準,且豐田已和 BMW 結盟研發氫燃料電池車平台,目標在 2020 年之前商用化;本田和通用(GM)設立合資公司,計劃攜手生產氫燃料電池車用燃料電池系統,Deloitte Tohmatsu Consulting預估,到了2030年,日本燃料電池車的銷售量有望攀升至40萬台。

圖1 以熱塑複材碳纖維材料所製造之概念車(teijin)
在手機機殼、筆電機殼等消費性電子產品之3C殼件應用例發展上,在2005年ACER推出第一款碳纖維材質的筆電「法拉利」,是全球第一款量產型的筆電,後續一些通訊硬體大廠,如IBM、DELL、Sony等企業也都有部分機種採用碳纖維 ,摩托羅拉在2013年9月推出型號為Moto X手機採用複合材料機殼頗受好評如圖2所示,約二七○萬支,成為手機領域中有量產實績的機型。另外巨騰、可成...等電子產品之3C機殼國內生產大廠也已在近年相繼陸續地投入熱塑複合材之製程研究及應用發展中。

(a) (b)
圖2 碳纖維筆記型電腦外殼件(ACER)及Moto X手機外殼件(摩托羅拉)
台灣國內在自行車、汽機車、冷凍運輸業、船舶工業、民生用品..等之相關零組件市場大都是熱固複材的應用,隨著熱塑複材一、二次加工製程研究開發,之後的生產效率逐漸提升及生產成本逐漸下降。目前我國上游業者具備碳纖(台塑集團)、樹脂、預浸布(長興、上緯)和膠合劑(長興、永寬)等複合材料基礎,以及優質複合材料設備、製造和加工廠商(科森、金財興、湧源、長耿、伸雄),運輸構件廠商(如巨大、野寶、美富、明安),其複材關聯產業鏈完整,有相當發展潛力。金屬中心已促成相關業者組成產業聯盟,投入開發進階型射出CFRTP構件用基材已有初步開發成果,並提供業界作射出製程參數和射出件基礎性能研析,並朝自行車之熱塑碳纖維管材的製造成形及接合製程作研究發展,預期未來將會有越來越多的相關應用出現,如冷凍廂式車廂、纖維複材射出自行車搖臂構件及自行車車架構件如圖3所示...等,進而聚焦協助我國具國際領導位階及高自主性之自行車產業投入產品應用研發,未來亦可應用衍生至運動器材、3C、手工具及航太等産業製品,預期將能促使產業創新再起,續領風騷。本文將介紹新近發展之熱塑複材加熱成形與接合製程技術研究成果,以提供相關業界所需應用參考。
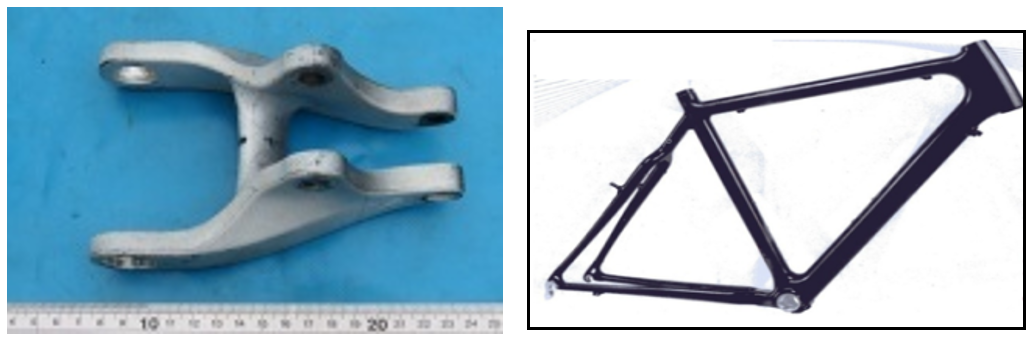
(a) (b)
圖3 纖維複材射出自行車搖臂及自行車車架構件
熱塑複材一次加工成形
纖維複材板在被加熱壓合成形前的中間平面板料,如圖4所示,是先由樹脂及單層纖維布(或樹脂已預先滲入於纖維布上之單層預浸布)所一片一片作堆疊,不論是熱固或熱塑樹脂均需要經過加熱至高溫(一般熱固樹脂為100多度、熱塑樹脂為200多度)再對已先作疊層之預浸布施加正向壓力,以作壓合成形,以便層與層之間能緊密結合,才能形成具有厚度之中間板材,圖5則為協力廠商來實作出之玻璃纖維單層預浸布,其纖維排列為0、90度雙向編纖排列,其單層預浸布厚度約0.4~0.5 mm,在經熱壓合之熱塑複材板,其5層堆疊後之厚度約1.6~1.8 mm,由此可知經堆疊熱壓成形後之厚度將不會等於單層預浸布之層數總合,因為經熱壓成形時會將堆疊層之間的組織密實所致,以防氣泡缺陷產生,而使接合強度弱化。
回文章內容列表更完整的內容歡迎訂購 2019年12月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出