- 回首頁
- 機械工業雜誌
- 歷史雜誌
沖壓快速打樣系統之精密沖壓件應用
作者 朱信瑋、陳品均
刊登日期:2018/12/01
摘要:為節省精密沖壓零件開發試作之週期及費用,提出沖壓快速打樣系統,可進行精密沖壓零件之快速打樣。此系統包含沖壓模組、送料平台和轉塔裝置。本文針對沖壓模組之夾持機構進行改良,以提高夾持之精度,提升沖壓打樣品質,並可增加沖頭及模仁之使用壽命。將此系統應用於導線架之試作打樣,打樣之精度誤差小於 ±0.03 mm,故此系統可應用於小型高精度零件之快速打樣、少量多樣及高精度之試作。
Abstract:In order to improve efficiency and to reduce cost of fast prototype manufacturing for precision parts, a prototype manufacturing system which can rapidly punch sheet metals to produce various workpieces is proposed. The proposed system includes a punching module, a materials carrier and a tool turret. In this paper, the clamping mechanism of the punching module is optimized to improve the clamping precision, the quality of the prototype, as well as the punch and die life. The experiment result shows that the precision of the prototype is within the range of ±0.03 mm by using the proposed system to stamp the prototype of lead frame.
關鍵詞:沖壓系統、試作、原型
Keywords:Stamping system, Prototype manufacturing, Prototype
前言
現今產品的生命週期越來越短,以至於設計、製造、銷售的時間也相應的減少。為了滿足多樣性的設計要求,並消除設計階段中的不確定性。產品設計師經常需要對產品進行原型測試,並驗證其功能。否則會導致巨額的投資損失。對工廠來說,快速、少量、多樣,尤其是精密沖壓,很難以傳統的工藝流程來達到的。傳統的工藝中,精密沖壓件通常是由模具和沖壓機製造[1,2,3]。
由於傳統方法中的模具需進行多次需要設計與製作,所以精密沖壓的試作往往會花費大量的時間與金錢。對於一些較大尺寸的沖壓件,可藉由所謂的CNC轉塔沖床來製作,而不需再設計與製作新的模具[4,5,6]。但是一般CNC轉塔沖床的加工品質不夠精密,所以只適用於製作外殼件、家庭五金…等。因此為減少精密沖壓件試機與試模的時間與花費,本文提出了精密沖壓快速打樣系統以快速的沖製薄板金來生產各式各樣的產品。
基於上述之產業需求,因此開發此小型化、高精度、彈性化的沖壓快速打樣系統。此系統除了具有沖壓模組外,另外搭配 CNC 控制的移載平台以移動材料;如此可透過排列組合簡易的小型沖壓特徵(如沖孔、切線等),在材料上沖壓出各式各樣的零件輪廓與形狀。藉由此沖壓系統之開發與應用,除了可提供廠商快速、少量多樣、低價格的試作外;另外對於後續測試有問題或產品需變更,可節省傳統試作的模具修改成本與測試時間。
然而更換至沖壓模組之上、下模具若無對心將導致沖壓品質不良,且組裝於上、下模具中之沖頭及下模入子磨損快速,嚴重甚至導致沖頭斷裂,將無法繼續生產。除模具對心外,尚須考慮夾持模具之重複精度,因可更換之模具有多組,不同組模具替換後所沖壓之位置點須相同,因此須考量夾持方式,使不同模具更換後皆可對相同位置點進行沖壓。
沖壓快速打樣系統與高精度夾持機構及其應用
為解決傳統沖壓件試作階段開立模具耗費成本及時間,金屬中心研發沖壓快速打樣系統,提供精密沖壓零件之快速試作,降低開發試作階段之時間及成本。並因應高精度系統之要求而開發高精度之夾持機構,並以此系統進行精度沖壓件之打樣試作。相關發展近況如下。
1.沖壓快速打樣系統
本系統如圖1包括一個沖壓模組、送料平台和轉塔裝置。沖壓模組可以安裝一套的模具以完成沖壓加工。送料平台可以固定薄板金,並移動至X-Y平面上的任一點。轉塔裝置可以儲存多組模具,並自動更換模具至沖壓模組上。本系統之規格表整理如表 1 所示,並完成相關規格之實際量測。
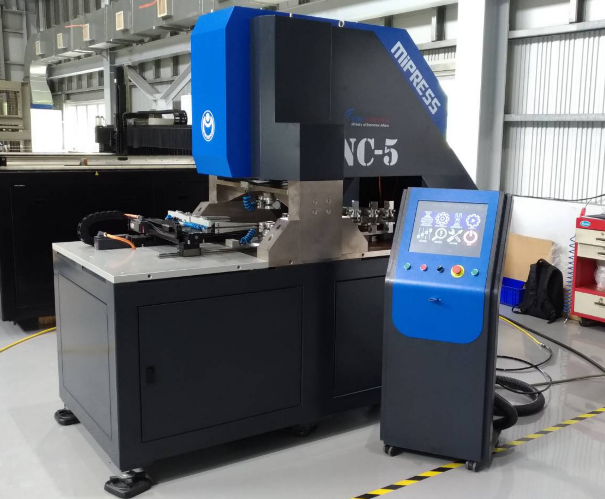
圖1 本系統之外觀
沖壓模組如圖2包括一個沖壓部以及底座部。上模可安裝於沖壓部,下模安裝於底座部。沖壓部由兩部伺服馬達、一部減速機、一組滾珠螺桿花鍵控制。一部較大扭矩之伺服馬達位於上方,驅動滾珠螺桿花鍵使上模上下移動。而另一部較小扭矩之伺服馬達,藉由一套時規皮帶輪及皮帶來帶動滾珠螺桿花鍵。使上模進行旋轉,在薄板金上以不同角度進行沖製。同樣地也有一部的伺服馬達,藉由時規皮帶輪及皮帶帶動下模旋轉。

圖2 沖壓模組之外觀
送料平台如圖3包括兩組以伺服馬達控制的滾珠螺桿模組。這兩支螺桿模組彼此垂直,使他們個別控制X-Y軸向。平台上另外有一組夾具,可以夾持板材。

圖3 送料平台之外觀
轉塔裝置如圖4包括轉塔平台、一部伺服馬達、一部減速機、一個氣缸、兩組直線滑軌。伺服馬達可以控制轉塔平台迴轉,以搭配沖壓系統進行模具更換。氣缸可以移動轉塔平台,以安裝或卸載模具。圖4中的轉塔裝置能夠安裝最多20套的模具。
圖4 轉塔裝置之外觀
更完整的內容歡迎訂購 2018年12月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出