- 回首頁
- 機械工業雜誌
- 歷史雜誌
冷卻熱抑制於工具機精度提昇之研究
作者 李坤穎、魏士傑
刊登日期:2021/03/01
摘要
工具機精度影響的因素最大誤差來源主要為熱誤差,為了降低工具機的熱誤差,目前學界與業界作法主要分為熱補償及熱抑制,熱補償的補償精度取決於熱誤差模型精度及環境溫度變化的影響;而熱抑制主要利用冷卻或環境控制對工具機的熱源進行熱交換,以降低熱誤差。國內對於環境控制、冷卻條件及主軸冷卻水套設計對於工具機精度的影響,尚無相對應的研究及應用。故本文主要以熱抑制的角度進行探討,主要以環境溫度、冷卻條件及控制,到主軸冷卻水套設計進行一系列的研究,並以實際加工進行驗證,以期結果及應用能符合工具機精度提昇的需求。
Abstract
Thermal error is the main source that affects the accuracy of machine tools. In order to reduce thermal error of machine tools, the thermal compensation and thermal suppression methods are commonly used in the machine tools industry. The accuracy of compensation method depends on the accuracy of the thermal error mathematical model and the influence of environmental temperature variations. For the thermal suppression method, the generated heat from heat sources in the machine tool is removed by heat exchange with the circulating coolant or ambient conditions to reduce the thermal error. This article investigates the thermal suppression effect on the machine tools’ thermal error reduction and machining accuracy enhancement. A series of investigations on the thermal error reduction effects were conducted including environmental temperature control, coolant temperature control, coolant flow rate control and cooling channel design for a spindle. Moreover, actual machining experiments were carried out to verify the effect of thermal suppression on the accuracy of machine tools.
前言
工具機加工時之誤差有40%至70%是由熱變位所造成的[1],影響這些誤差因子包含環境溫度、切削熱源、冷卻流體、馬達、軸承及電子元件…等等,主要透過熱傳、對流及輻射的方式影響工具機精度;一般而言,較精密等級工具機的精度對於外在環境空間溫度變化較為敏感,1~2℃的溫度變化往往導致機台數μm的精度誤差。因此,高精密等級之工具機通常被要求設置在有環境溫度控制的廠房中[2],廠房的溫度控制精度誤差在±0.5℃~±1℃之內,主要是避免因環境溫度變化會造成工具機材料受溫度變化而影響其幾何精度。根據熱傳理論,當兩個物體相互接觸時,熱會由較高溫的物體傳向較低溫的物體,故目前有許多精密的工具機系統採用了熱源冷卻系統,在工具機進給系統中的導螺桿中心設計有冷卻流道來降低熱誤差[3][4]。如何有效地提昇位置精度或降低溫升效應,盡量降低工具機的熱變位,是設計高精度工具機的不可缺少的技術。工具機主軸熱誤差為加工精度誤差主要來源,為了降低主軸熱誤差, Mori[5]等人研究工具機主軸熱交換效率和熱變形之間的平衡關係,控制冷卻系統的開/關冷卻來達到機台最小熱變形,並透過實際的立式加工機及車銑加工機進行實驗證實其所提出的方法可有效提昇冷卻系統的冷卻效率。
在本文中分別探討從環境溫度、結構冷卻、主軸冷卻控制及主軸冷卻流道設計進行探討。最後,在研究中設計出有別於傳統主軸內部冷卻方式的變流量冷卻控制方法,透過冷卻油控制發現除了能提昇工具機主軸暖機時間速度外,並能有效減少主軸熱誤差產生,且在主軸長時間加工下能有效維持精度穩定,降低熱誤差。
工具機冷卻熱抑制應用研究
本文分成四個階段去探討冷卻熱抑制應用減少工具機熱誤差使其精度能夠有效提昇的相關議題,如圖1所示。從環境溫度變化對於工具機進給系統定位精度的影響、鑄件結構的冷卻流道中提供不同的冷卻溫度去探討定位精度及加工精度的影響、主軸冷卻流量控制,透過冷卻油控制提昇工具機主軸暖機時間速度,來減少主軸熱誤差產生,並進行加工驗證、到最後,為了提昇主軸內部冷卻效率,針對主軸冷卻流道進行優化設計,使主軸在長時間加工下能有效維持精度穩定,降低熱誤差。
1.工具機熱穩定理論分析
為了瞭解運轉環境流場與溫度場對於進給平台定位精度的影響,本文中對於環境空氣流場和溫度之間的關係進行模擬。假設是不可壓縮的流體。三維不可壓縮流體的納維-斯托克期方程(Navier-Stokes)可描述如下:
 (1)
(1)
 (2)(3)
(2)(3)
其中,Uj,T和P分別為:平均速度,平均溫度和平均最低壓力(該壓力與環境壓力之間的差值)表示。從紊流閉合模型,紊流應力和紊流熱通量,可由下式被獲得:
 (4)
(4)
其中,νt和Prt分別是紊流6運動粘度和紊流普朗特數(Prandtl number); k為動力學紊流能量, , δij是克羅內克函數(Kronecker delta)。紊流封閉問題是透過k-ε模型進行求解;動能紊流能量方程(kinetic turbulent energy equation)和紊流耗損方程(turbulent dissipation equation),可求得紊流應力與紊流熱通量。
本文中,其理論模型有二個,一為冷卻油的流場及溫度場,另一個為溫度場所造成的結構應力應變,在冷卻油的冷卻流體模擬分析中,可參照上述的方程式(1)~(4),惟其對於結構體中的熱傳,在方程式(3)中的對流項等於零。當同時受有應力及溫度效應作用時,各方向應變可由重疊原理得到:
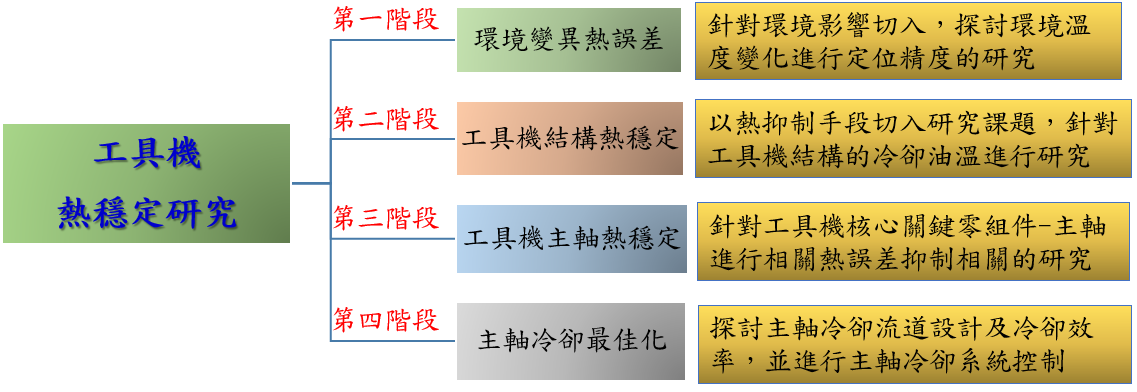
圖1 工具機精度提昇之熱穩定探討
更完整的內容歡迎訂購 2021年03月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出