- 回首頁
- 機械工業雜誌
- 歷史雜誌
摘要
本試驗採用氣體遮護金屬電弧銲(Gas Metal Arc Welding,GMAW)結合旋轉電弧(Spin-Arc)設備,對鋼材進行銲覆後,分析銲覆層及母材的稀釋率及化學成份影響。銲覆層可運用於修復模具缺陷與因使用後而產生變異或磨損的部位,亦可用於強化材料表面或局部零件的接觸面,得以延長其使用週期。試驗板材選用低碳鋼(SS400),板厚9.0mm,銲覆層採用氣體遮護金屬電弧銲(GMAW)結合旋轉電弧設備進行銲覆製作,銲材選用符合AWS規範的A5.18M ER48S-6銲線。經由分光分析得知,銲覆層的化學成份與欲熔填銲線金屬成分相近,故使用旋轉電弧銲覆可將欲熔融材料覆面並降低銲覆層的稀釋率。
In this study, steel was welded by gas metal arc welding (GMAW) combined with rotating arc (Spin-Arc) equipment and the dilution rate and chemical composition of the welding layer were analyzed. The weld overlay can be used to repair mold defects and areas that are subject to variability or wear after use, and can also be used to strengthen the contact surface of the material surface or extend its life cycle. The test plate is made of low carbon steel (SS400) with a thickness of 9.0mm. The welding layer is made of gas shielded metal arc welding (GMAW) combined with rotating arc equipment for welding. The welding wire material is selected according to AWS specification A5.18M ER48S-6. According to the spectroscopic analysis, the chemical composition of the solder layer is similar to the metal component of the melted wire, so that the molten material produced by gas shielded metal arc welding (GMAW) combined with rotating arc can be used to cover the surface and reduce the dilution ratio of the solder layer.
關鍵詞
旋轉電弧、銲覆、氣體遮護金屬電弧銲 Spin-Arc, Solder overlay, GMAW
前言
氣體遮護金屬電弧銲(Gas Metal Arc Welding、GMAW)是利用保護氣體在電弧周圍形成局部的氣體保護層,將電弧、熔池與空氣隔開,防止其有害氣體的侵入[1]。GMAW銲接參數包含了銲線種類(實心及包藥)、銲線直徑、遮護氣體種類(氬氣、二氧化碳、混合氣等)、銲接電流、電壓、速度及銲槍角度等,這些參數搭配的高低、銲速快慢與氣體種類均會對銲道品質、外觀和銲道機械性能產生不同的影響。GMAW常運用於金屬材料銲接製程,如碳鋼、不鏽鋼、鑄鐵及鋁金屬材料等[2]。相較於手工電弧銲接,其優點是操作靈活方便,移動較為迅速效率高等;在銲接品質方面銲道為連續性,減少了手工電弧銲更換銲條引起兩端起弧、收弧所形成的銲道不連續,但銲接操作時容易受到外在因素的影響(氣候、氣流),對於操作者自身的技術要求也較高,近年來已逐漸取代手工電弧銲接。目前已經研發出可讓GMAW製程改變銲線運動方式的製程,利用偏心旋轉原理在旋轉電弧(Spin-Arc)機構中,使銲線不僅向前傳送且沿銲線出線中心軸快速旋轉運動,因電弧在銲接過程中以一定的轉速連續快速旋轉,因此旋轉電弧的離心力讓銲道呈現寬而淺型態。
銲覆是指將具有一定特性的金屬或粉末材料,借助熱源熔覆在另一母材的表面上,賦予母材使用特殊性能或使零件恢復至原有形狀尺寸的熔融製程方法,因此銲覆亦可用於修復材料因製造原有缺陷與使用後而導致減薄失能的部位,亦可用於強化材料表面或局部零件的磨耗接觸面填補[3],其目的都在於延長零件的使用週期、節省貴金屬材料及降低製造成本,銲覆技術對提高模具延用週期和降低零件更換成本具有相當效益。
由於模具的種類繁多且使用狀況複雜,所使用的材料和工作方式也不盡相同,因此失效狀態也不同。模具作為製造工具,其材料選擇、設計、加工及熱處理等都有要求,尤其是大型複雜與不規則精密模具,其製造成本高,相對的價格亦增加,而模具在使用過程中,常會發生在棱角或棱邊處容易磨損與崩裂、模具表面產生均勻磨耗減薄或使用不當產生刮痕,造成模具失效,若要重新製造需考量成本、時間和材料等問題,可能造成製程停滯和生產損失;對模具進行表面銲覆處理提高其使用週期以及進行失效模具修復,乃是具有經濟價值和環保價值的選擇。目前常應用於模具修復的技術有銲覆和熱噴塗等[4]。
旋轉電弧銲接原理
旋轉電弧銲接(Spin-Arc)的原理如圖1所示為組成結構示意圖,主要由空心軸、碳刷、導電桿和偏心導電嘴等構成。送線機送出銲線通過電機的空心軸和導電杆後,從偏心導電嘴送出,電機直接驅動導電杆和偏心導電嘴運動,並帶動銲線端部的電弧以一定直徑作高速旋轉,外部控制的旋轉電弧銲接(Spin-Arc)銲槍與GMAW銲接設備結合,成為可旋轉電弧銲接(Spin-Arc)的送線機構,與傳統的銲接方法相較,生產效率高及成本較低,提供了技術上運用的廣泛性和靈活性。旋轉直徑(從小到大)、旋轉速度和旋轉方向(順時針方向和逆時針方向)都可依操作者各自的習性進行調整,以實現旋轉電弧銲接(Spin-Arc)靈活性能;旋轉電弧銲接(Spin-Arc)以圓周運動操控銲線,透過可調節的旋轉速度以及銲材的均匀分布和熔填,旋轉電弧銲接為銲接製程開闢另一個新的應用領域,旋轉電弧銲接(Spin-Arc)系統的優點乃具有運行控制精度高、銲接效率快、銲渣量少、銲道面寬、入熱量更小、結構重量輕等。
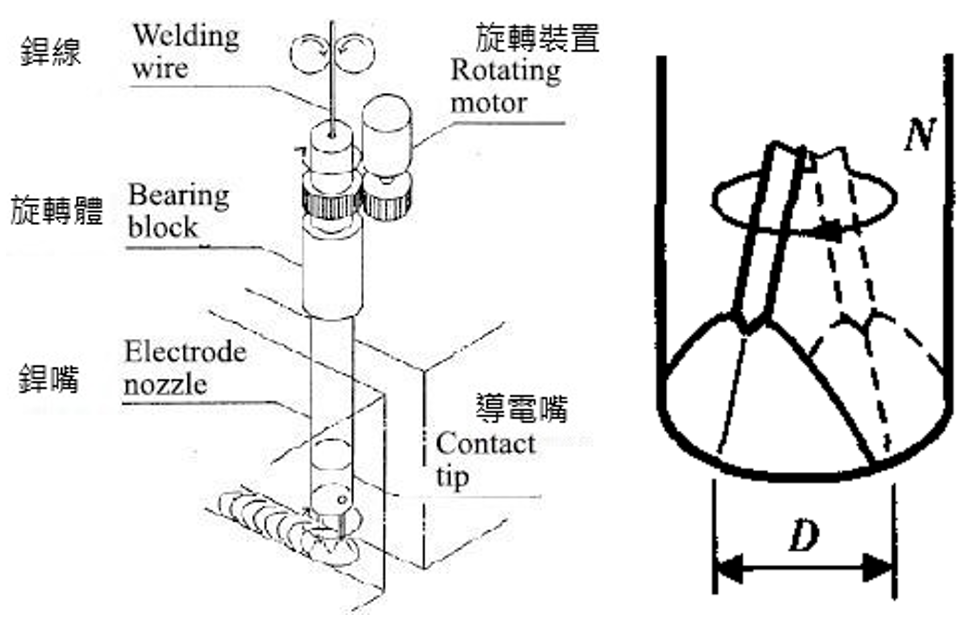
圖1 旋轉電弧銲原理示意圖
更完整的內容歡迎訂購 2019年12月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出