- 回首頁
- 機械工業雜誌
- 歷史雜誌
市場前線|模具感應加熱模擬技術
作者 楊棟焜
刊登日期:2019/12/01
摘要
模具感應加熱技術,是利用電磁誘導感應的方式用以溫度精準快速控制,以最節能並在最短時間內搭到溫度目標,且必須考量冷卻水路冷卻的週期時間和效果,可以藉由模擬的方式,達到優化設計。特定設出成型模具需要達到特定溫度,傳統方式是使用電熱方式加熱模具到達目標溫度值,相較感應加熱方式,加熱時間冗長且耗能。故感應加熱方式由線圈通電並靠近加熱物,電磁誘導在被加熱物上產生一相對應的感應渦電流,產生渦流損以至於達成快速加熱的目的。可以在此兩方面達到跳躍的改善。
Induction heating has become an important process in many applications, from cooking meals to manufacturing. It is valued for its precision and efficiency along with being a non-contact form of heating.The physical principles that govern the process of induction heating are quite simple: An alternating current flows in a solenoid (coil), which generates a transient magnetic field. Following Maxwell’s equations, this magnetic field induces electric currents (eddy currents) in nearby conductor materials. If the application is a furnace and due to the Joule effect, heat is generated and the melting point of the charge (metal) can be reached. By adjusting the current parameters, the molten metal can be maintained as a liquid or its solidification can be precisely controlled.
關鍵詞(Keywords)
感應加熱、有限元素、數值模擬 Induction heating, Finite element method, COMSOL multiphysics
前言
磁感應加熱運用很廣泛,例如烹飪食物的電磁爐,和金屬工業的熱處理、溶鋼與模具加熱等等。利用高週波電流產生磁場,在金屬上產生渦電流,進而使金屬材料加熱,精準的控制金屬熱處理的面積與深度。
模具感應加熱技術,是利用電磁誘導感應的方式用以溫度精準快速控制,以最節能並在最短時間內搭到溫度目標,且必須考量冷卻水路冷卻的週期時間和效果,可以藉由模擬的方式,達到優化設計。特定設出成型模具需要達到特定溫度,傳統方式是使用電熱方式加熱模具到達目標溫度值,相較感應加熱方式,加熱時間冗長且耗能。故感應加熱方式由線圈通電並靠近加熱物,電磁誘導在被加熱物上產生一相對應的感應渦電流,產生渦流損以至於達成快速加熱的目的。可以在此兩方面達到跳躍的改善。
感應加熱原理
如同依據維基百科的定義: 感應加熱是一種利用電磁感應來加熱電導體(一般是金屬)的方式,會在金屬中產生渦電流,因電阻而造成金屬的焦耳加熱。感應加熱器包括一個電磁鐵,其中會通過高頻的交流電,若物體有較大的磁導率,也可能會因為磁遲滯現象的損失而產生熱。使用的交流頻率依欲加熱物品的尺寸金屬種類,加熱線圈和欲加熱物品的耦合程度以及滲透深度來決定。(取自維基百科網頁) 。
感應加熱背後的原理非常簡單:如圖1所示交流電會流過螺母管(線圈),進而產生瞬態磁場。根據麥克斯威爾方程組,該磁場會在附近的導電材料中感應出電流(渦電流)。在爐體類的應用中,會因為焦耳效應而產生熱,從而使導電對象(金屬)達到設定的溫度點。

圖1 高週波感應加熱加熱 (摘自維基百科影片截圖)
模具感應加熱技術
感應渦電流除了節能和能量轉換快速特點外,升溫速度非常快,大約每秒可升溫30~65度C。還具有控制加熱工件的深度分佈的特色,離模具表面只有約1 mm的深度,電流頻率與加熱距離相關係,只要改變電流頻率和電流大小就能快速控制感應加熱的能量轉換。
加熱線圈的擺放方式上可分做內部式與外部式兩種:前者是將線圈埋設在模具內部當中進行加熱,整體週期可分別為合模、加熱、射出、冷卻、開模頂出。主要優點是保有加熱快速外,溫度上升的均勻性會較好。但因考量冷卻水管路的配置設計環境,感應線圈設計會更複雜。
外部式感應線圈則是裝設在模具外部,透過移動的機械手臂移動進感應線圈,從準備位置移到模具的表面處。此技術的整個週期為合模、射出、冷卻、開模頂出、治具上升加熱、治具回歸。最好的優點是不需要額外修改模具開發設變,不會干涉模具內部的流道。主要是要考量溫度均勻分佈,故只要針對產品模穴的幾何形狀做線圈設計,工程相對簡單。
感應線圈設計是需要配合模具模穴與冷卻水管路、位置、數量、幾何形狀、加熱過程溫昇的均勻度和時間控制等等參數。因為感應加熱機制是高度非線性的物理現象,若要設計感應線圈到最佳化,電腦模擬技術是最快速和具有理論基礎的解決方案,以替代非精準的試誤實驗方法。
模具感應加熱數值模擬
本文章透過一簡單的感應加熱概念案例來說明模具如何設計磁感應加熱,COMSOL Multiphysics軟體內建感應熱Induction Heating物理介面,首先在空間中透過一線圈導線載入500赫茲(Hz)的時變電流,而時變磁場則會使中心金屬材料產生渦電流,渦電流因金屬內電阻損耗進而產生熱,從時間的暫態變化了解金屬溫度升高的過程。
數值模型的建立步驟,首先是給定幾何及相關材料。此文章採用軸對稱假設。選定的幾何(如下圖2所示)由感應爐核心組件構成:包含導電對象的金屬工件(模具),控制熱輻射的絕熱屏障,以及施加了電流的水冷線圈。
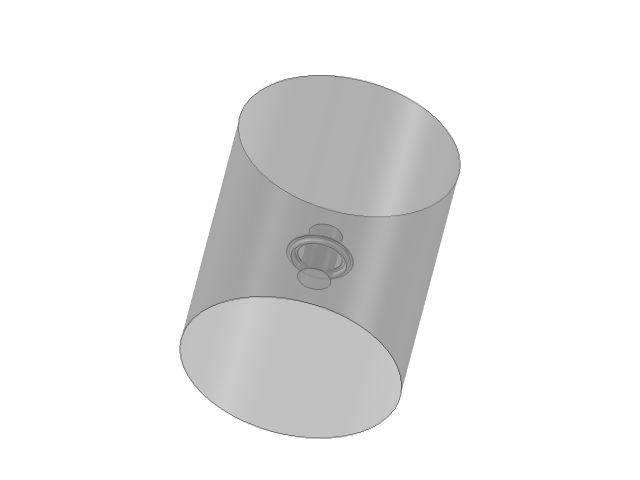
圖2 感應加熱概念案例幾何
感應加熱的多物理耦合場介面,磁場和固體傳熱物理場耦合介面。電磁功率耗散是一個熱源,而電磁材料屬性會與溫度不同而改變。此多物理強耦合,能求解頻率-穩態或頻率-瞬態研究,將求解定頻率下每個時間步長的安培定律,隨後求解瞬態或穩態的傳熱問題。在電磁件模求解方面,採用軸對稱假設後,僅有垂直於幾何平面的磁向量分量。爐體距離較“遠”處,假定為磁絕緣狀態的邊界條件。
更完整的內容歡迎訂購 2019年12月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出