- 回首頁
- 機械工業雜誌
- 歷史雜誌
半導體研磨設備之大尺寸氣靜壓主軸技術
作者 陳世昌
刊登日期:2020/06/01
摘要
藉由研磨用氣靜壓主軸與氣靜壓旋轉工作台之互動機械特性分析,說明氣靜壓主軸無論是採用小孔節流器或是採用多孔性材質節流器,氣浮剛性的差異不如氣靜壓主軸與氣靜壓旋轉工作台相對剛性的百倍差異來得重要。在研磨過程中,磨削力的大小,作用到氣靜壓主軸與氣靜壓旋轉工作台會直接影響到加工的精度如厚度變異量(TTV)、厚度公差及表面粗度等等。研磨應力集中於主軸頸部問題應該是高剛性氣靜壓主軸研磨難削材必須面對的。
Abstract
Through the analysis of the interactive characteristics of the aerostatic spindle and the aerostatic rotary table, it shows that the relative rigidity between the spindle and the rotary table is much important than whatever spindle based on orifice restrictor or porous restrictor. The grinding force, which the aerostatic spindle and the aerostatic rotary table react, may directly affects the accuracy such as total thickness variation (TTV), thickness tolerance and surface roughness. The problem of stress concentrated on the neck of the spindle should be a key issue by the high-stiffness aerostatic spindle for grinding difficult-to-cut materials.
關鍵詞(Keywords)
氣靜壓主軸、氣靜壓旋轉工作台、研磨砂輪
Aerostatic spindle, Aerostatic rotary table, Grinding wheel
前言
因技術演進與使用需求,晶圓尺寸不斷增大,導致晶圓厚度相對增加,對製程中晶圓厚度需求與相對薄晶片的優點,使得晶圓薄化技術愈形重要。為達高材料移除率(MRR),晶圓研磨(grinding)是目前晶圓薄化最常用的技術方法。
晶圓研磨是將晶圓吸附在一個旋轉的氣靜壓工作台上,藉由橫跨氣靜壓主軸中心旋轉的金剛石砂輪進行磨削。主軸向下移動,從晶圓表面去除材料,透過精準地控制主軸垂直位移,以及調整工作台(or主軸 )微小的傾斜角度,能得到750微米厚度晶圓精度1微米左右的厚度變異量 (Total Thickness Variation, TTV)。 晶圓研磨機制如圖1所示,因應晶圓薄化、藍寶石基板加工、SiC基板加工、陶瓷等加工所需高剛性氣靜壓主軸及氣靜壓工作台作為近來發展方向。
氣靜壓主軸主要的優點,在於長時間精度及重現性的保持,維修成本低,任何轉速均可保持穩定的剛性,熱變形較接觸式軸承低,具有高轉速、壽命長、噪音及振動低,適合使用在環境潔淨度要求高的場合,氣靜壓主軸的特性如下:
(1) 高精度及高重現性。
(2) 高潔淨度。
(3) 使用壽命長及保養容易。
(4) 振動噪音與溫昇小。
(5) 驅動扭矩與暖機時間少。
(6) 高速化容易且承載力穩定。
氣靜壓軸承是利用空氣為可壓縮體的特性,利用節流效應造成壓差而產生支持力,因振動極小,對主軸之偏擺誤差有均化之效果;氣靜壓主軸驅動源大多為內藏式馬達,馬達轉子直接與主軸結合; 使用氣靜壓軸承的時機為低負荷、微量切削之超精密加工,主軸中心偏擺、幾何精度及表面粗度等精度表現皆高。
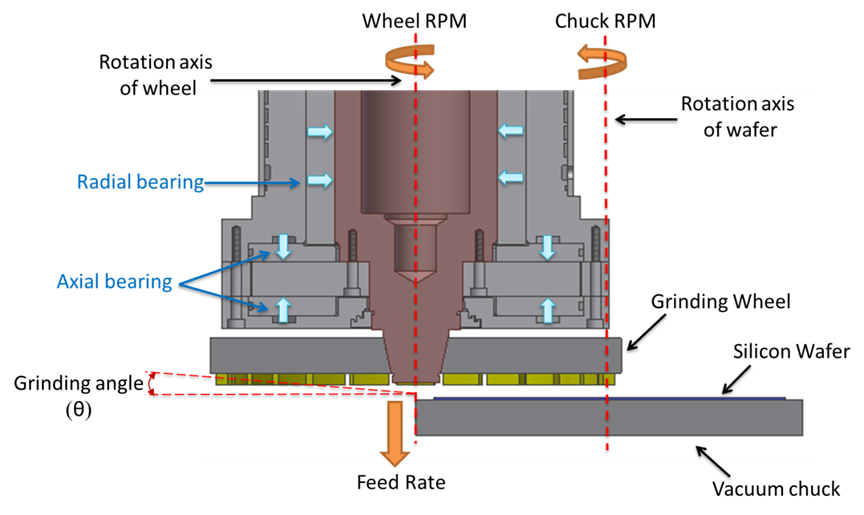
圖1 晶圓研磨機制示意
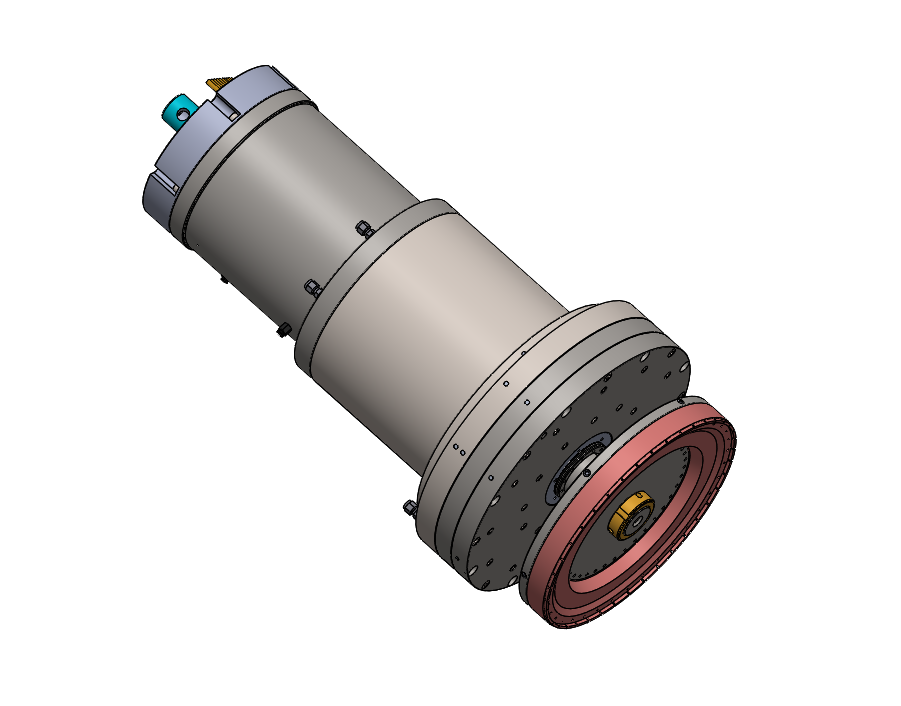
圖2 12吋晶圓研磨氣靜壓主軸結合研磨砂輪示意圖
氣靜壓軸承的潤滑介質為潔淨度高之空氣,利於製程要求潔淨度高的場合,例如晶圓切割機、研磨機等半導體生產設備之主軸。具備不接觸、無磨耗之特性,故使用壽命較長,在長時間使用下,氣靜壓主軸仍可維持原有精度。其氣靜壓軸承間隙非常小,對溫升相當敏感,因此如何將內藏式馬達的發熱量帶走,是設計氣靜壓主軸時重要的考量。氣靜壓軸承的摩擦力小,加上驅動扭矩低,使得主軸加速性較佳,提高驅動馬達的工作效率,可達到更好的切削能力;液靜壓軸承因摩擦所造成的溫升及功率消耗,造成滾珠軸承之承載力因溫升效應而降低,故不適合在高速使用;反觀氣靜壓軸承在任何轉速,甚至不轉動的狀態,均可保持穩定的承載力,特別在高轉速時,氣靜壓軸承因高速動壓效應會使得軸承承載力提高。氣靜壓軸承有高速化容易、成本較低、氣靜壓軸承之承載力及阻尼較低等優勢,故適用於高速化、低負荷、微量切削之超精密加工。
更完整的內容歡迎訂購 2020年06月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出