- 回首頁
- 機械工業雜誌
- 歷史雜誌
摘要
工廠自動化產線整合不同設備,關鍵加工製程的工時會影響排程的流暢與否,因此若有一適應性加工時間預測技術,可精準預估加工現場不同機型、控制器之機台所需工時,大量減少產線其他設備等待時間,並可整合至上端MES(Manufacturing Execution System)與ERP(Enterprise Resource Planning)系統,提升工廠設備稼動率,強化企業對生產成本之控管。本文針對工具機的加工時間預測技術與自動化軟體的實現,以及在切削製程中的效益,作一深入而完整的介紹。
Abstract
An automated production line in a factory can integrate different equipment to perform machining processes. However the time required for key processes can affect the smoothness of production scheduling. Therefore, if there is an adaptive processing time prediction technology that can accurately predict the time required for different models and controllers at the processing site, then the working hours and waiting time for other production line equipment can be greatly reduced. It also can be integrated into the upper Manufacturing Execution System (MES) and Enterprise Resource Planning (ERP) systems to improve the utilization rate of factory equipment and to strengthen the production cost control for the enterprise. This article gives an in-depth and comprehensive introduction to the realization of machine tool machining time prediction technology and the automation software, as well as the benefits in the cutting process.
前言
工具機自動化產線中,為達到生產效率最大化,需在規劃生產排程時將工件加工時間納入計算。實際對工件進行加工以紀錄加工時間不僅耗時,且不同機台參數皆會對加工時間產生影響,其影響程度不容忽略。若對加工程式進行改動,還必須針對每台機台重新進行加工測試,花費的成本將會以倍數成長。若以模擬方式預估加工時間,不但大幅縮短測試所需時間,且可以隨不同需求任意改變加工程式及加工參數,使生產排程具有很大的彈性。除此之外,準確的預估加工時間可加強對時間成本的控管,使企業能夠精確的掌握生產成本。
工具機加工前將G碼解譯為多節連續的軌跡路徑,並使每節路徑以進給速度前進。若不經過特別處理,直接將進給速度命令丟給馬達執行,則會有極大的加速度產生,造成機台震動。因此需要對每節路徑速度進行平滑化插補。插補即為根據有限的進給速度及座標指令,產生出工件整體的輪廓軌跡。其目的是生成較連續的速度控制命令,並減低機台震動對工件品質造成的影響。透過設定最大加減速、轉角減速等參數,可以限制單節路徑的初速、末速,使單節之間切換時的速度落差不至於過大,生成較為連續的速度命令,進而改善工件表面精度,並影響加工所需時間。插補可透過硬體或軟體進行,硬體插補以數字電路執行,速度較快但彈性較差,較不易進行升級;軟體插補速度較慢,但可隨意替換、升級容易,且成本較為低廉,CNC(Computer Numerical Control)數控機台的插補多由軟體執行。軟體插補中,依執行插補的時間可分為補間前插補與補間後插補兩階段,補間前插補針對進給速度進行插補,不會影響路徑精度而僅影響加工時間;將進給速度依各軸分量分為各軸速度後會進行補間後插補,此部分會造成路徑誤差。
工具機加工時間預測技術
未插補前路徑速度與加速度如圖1,在起始與結束時會產生瞬間變化的速度,導致機台震動並影響工件表面品質。因此需對最大加速度與加減速時間做出限制,使路徑速度平滑化,有效減緩機台震動。
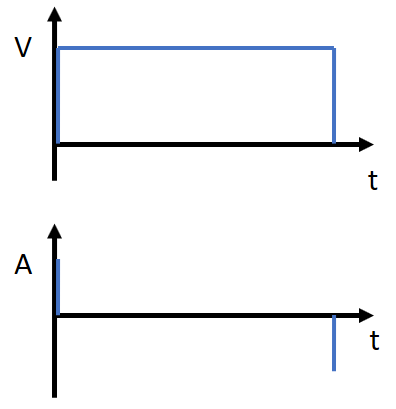
圖1 未插補路徑速度與加速度
常見的加減速型式有直線型、指數型、鐘型加減速等,依插補的時間點可分為補間前插補與補間後插補。補間前插補階段對進給速度進行插補時,會根據最大加速度限制與補間前加減速時間將加速度平滑化,使速度的瞬間變化量較小,路徑更為平順,如圖2 [1]。經過補間前插補過程的進給速度為了轉換成給各軸的馬達脈衝命令,需先進行分軸,依每節指令的路徑單位向量分配各軸速度。而補間後插補對分軸後的各軸速度進行插補,使各軸分別產生較為平緩的速度命令以餵給各軸馬達執行。補間前、後加減速可以擇一或同時使用。
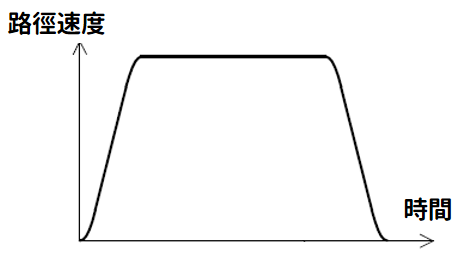
圖2 插補後路徑速度
各節路徑串聯時為避免因前後路徑指令的方向不同而出現太大的瞬時速度變化,會以轉角減速度限制單軸速度的最大瞬時速度差,如圖3 [1]。當單節與單節連接處出現過大的單軸速度差時,插補器會先行將速度降到轉角減速度,使速度軌跡更為平滑。若上一單節或下一單節為圓弧指令,則會依圓弧加速度參數降低初速或末速,滿足向心加速度條件,以使單節切換時的速度變化不會過於激烈。另外無法在單節距離內加速到進給速度指令時,則會降低當單節進給速度的值,使位移距離不超過路徑長。在連續多段單節都達不到進給速度的情況下,會出現不停加速、減速,使機台震動的情形。若有開啟單節預讀功能,則會將多段單節的進給速度指令降低,並讓這些單節一起進行加減速的規劃,減少加減速次數,使連續加減速造成的機台震動降低。
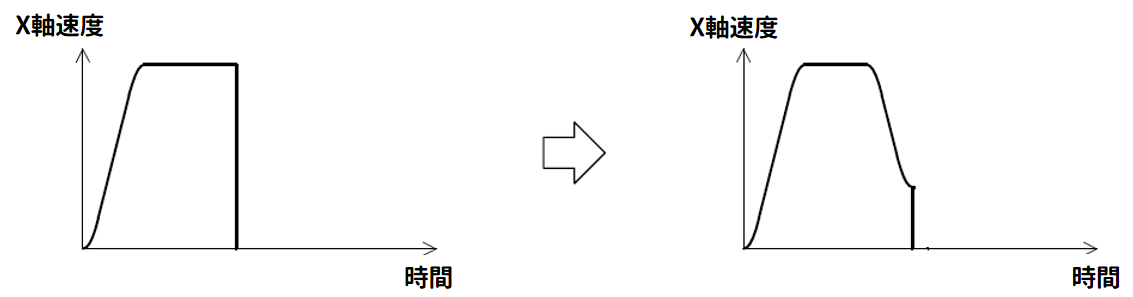
圖3 單節間轉角減速
回文章內容列表更完整的內容歡迎訂購 2020年11月號 (單篇費用:參考材化所定價)