- 回首頁
- 機械工業雜誌
- 歷史雜誌
複合層板成形模擬與模具技術國際現況
作者 胡秉淳
刊登日期:2020/12/01
摘要
纖維與金屬複合層板(Fiber metal laminate, FML)是同時利用金屬結構強度與複材輕量化等材料優勢的混合材料,以各取所長的概念可針對性的依據產品的需求,設計疊層方式及材料的選用。目前已經廣泛應用在高值化的運輸產業中,針對近來越來越嚴苛的能源法規與安全規範問題,FML製版與成形製程已是各國研發單位相繼投入的主要研究目標。本文針對目前FML的模擬分析的發展現況進行介紹,包含成形模擬資料庫建立、機械性質測試及機械性接合方式的分析,以及模擬準確度的優化等。並探討FML成形使用之模具架構,包含沖壓(stamping)、鋪疊(Lay-up)、液壓成形(hydroforming)等,進行文獻回顧與討論,並針對未來主要的研發方向進行說明。
Abstract
Fiber metal laminate (FML) is a mixed material that simultaneously utilizes the strength of metal structure and the lightweight of composite materials. The material’s strengths can be designed according to the needs of the product and the selection of materials. At present, it has been widely used in the high-value transportation industry. In view of the increasingly stringent energy regulations and safety regulations, FML has become the main research trend in various countries. This article introduces the current development status of the FML analysis, including the establishment of forming simulation database, the mechanical properties testing, the mechanical joining methods and the optimization of simulation accuracy. Furthermore, we discuss the mold structure commonly used in FML forming including the stamping, layup, hydroforming, etc. The literature review and discussion about future development directions are conducted.
前言
近年來在大多數工業與結構應用中,材料選用最主要的參數有強度、重量及成本。大多數的產品應用除了原先要求的結構強度性能外,更希望能有更輕密度更低的特性,尤其運輸業包含航太、汽車、船舶等。這關係到能源的損耗、以及乘客之安全性等。纖維金屬層壓板(Fiber metal laminate, FML)為一種混合式的複合材料結構,由金屬層與高強度纖維複材層相互包覆組合而成,金屬較常使用輕合金,如鋁、鎂或鈦等。FML具有的混合特性與傳統的純素材相比有更多優勢,例如高耐腐蝕性、高疲勞耐性、高強度重量比等。FML發展至今已將近40年,並隨著纖維材料的研發有更卓越的性能與應用範圍。
單一材料的模擬技術已經非常成熟,但對於多種複合材料疊層混合之板材的模擬技術仍不普及。本文針對FML的模擬與成形模具架構的國際現況進行說明及介紹。包含由有限元素分析之數值模型建立,分析其成形、破壞行為以及物理性接合時的變形問題,以及成形模具設計與製程條件之建議方案等。
FML拉伸測試資料數據庫建立與驗證
FML層板在彎曲的過程中,最主要的受力種類為界面的剪切力,通常以彎曲或橫向拉伸測試來進行FML層間的剪切力分析。M. Luke, 等人提出FML板料之成形應力對於彎曲半徑變化的敏感性低,而最主要影響成形應力的參數應為成形時的溫度曲線[1]。成形溫度對於介面之間的剪切力傳遞影響非常大,且對於金屬層的流動也同樣重要。高溫可幫助各層材料流動,成形性達到顯著的提升。為了建立FML沖壓的有限元素分析模擬模型,須先了解界面的剪切行為的過程及其影響的變量。L. Gilbert 等人提出FML層間界面的摩擦行為可以用流體動力學解釋[2],而其彎曲使產生的剪切應力受到法向力與溫度的極大影響,且法向力越大,摩擦係數就會越低。M. Luke等人針對幾個溫度與不同應變速率進行拉伸測試[3],以確認沖壓成形時層壓板材料的界面剪切特性,建立沖壓過程中界面接合力的成形數學模型,以整合到有限元素分析模型中,並與實際沖壓的FML板料的表面應變量測值進行比較。驗證模型的可靠性與準確度。圖 1為拉伸測試剪切應力之測試設備與架構說明。

圖1 層板剪切測試器與架構
不同溫度對於剪切應力的影響如圖2所示,可看出溫度差異使得應力應變曲線有明顯的落差,而在溫度160˚C時可看出明顯的最小初始黏滯力,並隨著應變增大而提升,130˚C的曲線更為明顯。這有可能是剪切應變時始聚合材料的結晶成核所造成的現象。
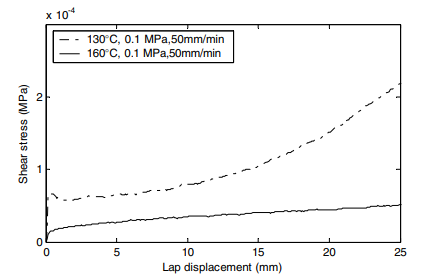
圖2 溫度對於應變應力曲線的影響
圖3為5 mm/min與100 mm/min兩個不同位移速率,即應變速率對剪切應力的影響,一般來說應變速率越大其對應的剪切應力就會越大,但有趣的是在較慢的位移速度後期反而有更大的剪切應力,這也與聚合物的成形有關,當應變導致結晶成核成長後,較慢的應變率有足夠時間成核成長,使得整體板料的剪切應力更高。
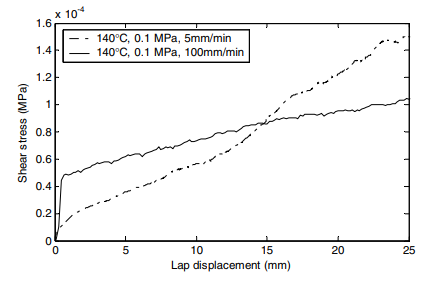
圖3 應變率對於應變應力曲線的影響
針對以上結果,使用Aramis進行FML板料的應變量測,並進行三維輪廓圖的建置,拍攝圖像如圖 4所示
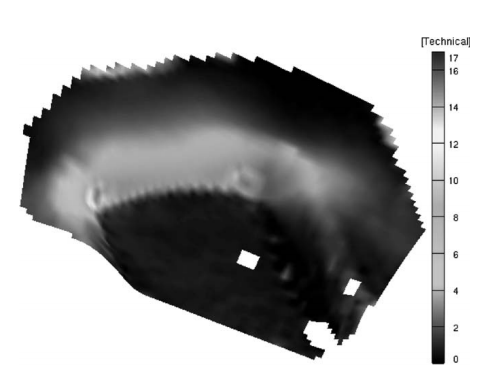
圖4 AramisFML板應變量測結果輪廓圖
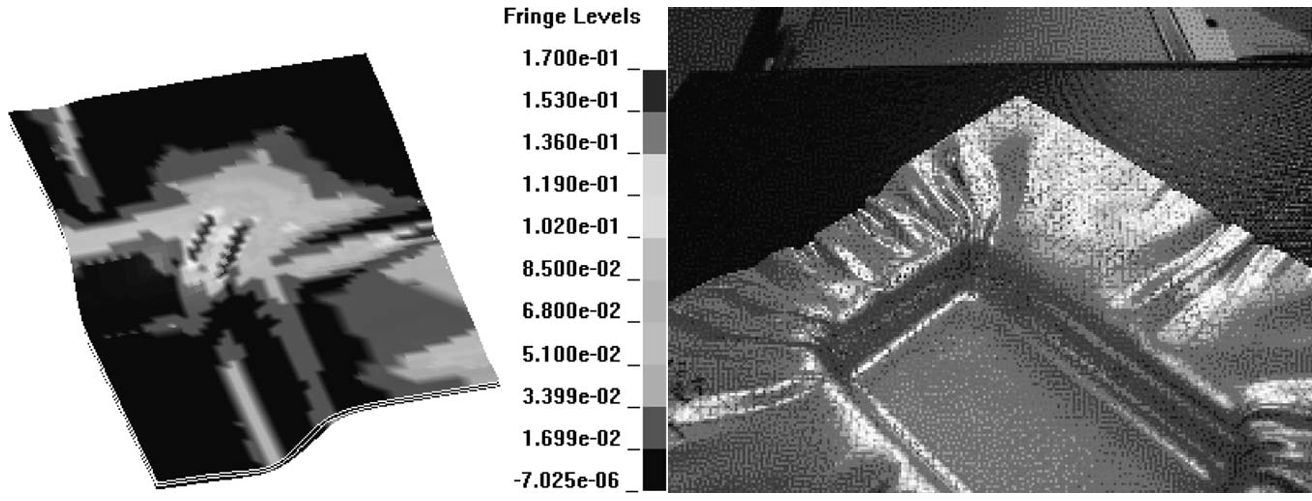
由剪切應力試驗中獲得之數據,利用SGI Altix Unix 平台的有限元素分析軟體Ls- dyna (971),建立數據資料庫,通過建立單層板料的網格,並以接觸模型來模擬FML每一層之間的交互作用,同時使用各向異性、彈性、可塑性等模型來對層板進行建模,圖5為模擬結果圖5(a)與實際結果圖5(b)的比對,可看出同樣在低摩擦與高摩擦處有明顯的成形性差異,尤其在轉角部分可看出明顯起皺,這與模擬的結果相符。
(a) (b)
圖5 模擬結果與實際樣品外型比對 (a)為模擬 (b)為實際樣品
回文章內容列表更完整的內容歡迎訂購 2020年12月號 (單篇費用:參考材化所定價)