- 回首頁
- 機械工業雜誌
- 歷史雜誌
摘要
扣件產品常以鍛造成形技術進行量產,其成形製程之設計不僅需要考慮材料之成形極限,也需要適當的成形道次數與預成形幾何,才能確保材料充填模穴而完成鍛品製作。本研究針對螺帽類之扣件產品,分析與歸納其形狀複雜度之變化,建立螺帽形狀分類指標,並考慮材料之成形極限,發展螺帽鍛品成形道次數之預估方法與鍛胚幾何設計模型。此外,本研究將應用前述之結果,建構一個可提供螺帽鍛品形狀複雜度、成形道次數、鍛胚幾何、預成形幾何及成形負荷等資訊之預成形設計系統。研究成果不僅有助於螺帽產業之鍛品設計與製程規劃,也可提供其他扣件與金屬成形產業,作為發展智慧設計系統之參考。
Abstract
The fastener products are usually produced by forging process in mass production. The design of the forming process should consider not only the formability limit of materials but also suitable numbers of forming stage and preform design to ensure complete die filling in forging process. This study analyzes and summarizes the changes in the shape complexity of nut products to establish a classification rule for nut geometry. By considering the forming limit of the material to verify preform designs, the method to estimate the number of forming stages of the nut forging and the geometric models of the forging products have been developed to construct a preform design system. The results of the research demonstrates the proposed system could not only be used in the product design and process plan in nut industry but also serve as references for other fastener and metal forming industries.
金屬扣件產品常應用模造成形技術,經由適當的預成形設計,逐漸地將形狀簡單之鍛胚改變為形狀複雜之鍛品,其表面積隨成形過程逐漸增加,成形的困難度也相對提高。一般而言,較長且較薄形狀之鍛件,在考慮體積不變的情況下,其每單位體積具有更多之表面積,故為成形困難度較高之鍛件。因此,形狀複雜度因子(Shape Complexity Factor)可以考慮體積或表面積之觀點,作為定義鍛件幾何複雜程度之參考,亦可作為評估鍛造困難度之指標[1, 2]。此外,形狀複雜度因子不僅可作為評估鍛件成形困難度之指標,亦可用於鍛件形狀分類之參考[3]。目前扣件鍛品之製程設計仍存在許多需要克服之挑戰,例如盤元經由成形機台進行剪斷加工所獲得的鍛胚端面,其剪斷面影響鍛品之品質。不良之剪斷面將導致胚料歪斜與體積變異,因而造成變形不均勻與疊料之缺陷。因此,適當地設計螺帽鍛胚之徑長比與剪斷參數,將可避免變形缺陷與改善鍛胚之品質[4]。此外,胚料於變形過程充填模穴時,其材料流經模具與頂出棒之間的轉角處可能發生疊料之現象,進而導致成品外觀缺陷。再者,不良設計的沖棒造成鍛胚與模具之間的空隙不當,可能發生潤滑劑殘留於模穴內之現象,進而導致鍛品缺陷與沖棒壽命降低。鍛品於成形過程中亦可能因潤滑不良而影響製程之穩定性,使得胚料黏著於模具表面而產生缺陷[5]。
由上述文獻回顧得知,有效地預估鍛品之形狀複雜度,並透過適當的預成形設計與較佳之胚料尺寸選用,將有助於鍛品的設計與製程。本研究將結合所建立之扣件分類模型、成形道次數預估模型以及鍛胚幾何設計模型,建構一個預成形設計系統,可提供螺帽鍛品之形狀複雜度、成形道次數、鍛胚幾何、預成形幾何及成形負荷等資訊。研究成果不僅有助於螺帽產業之鍛品設計與製程規劃,也可提供其他扣件與金屬成形產業,作為發展智慧設計系統之參考。
產品製程設計模型
1. 形狀分類模型
本研究考慮螺帽鍛品之截面積隨著成形過程之變化,定義一個截面形狀複雜度因子,以作為螺帽分類之指標。截面形狀複雜度係考慮螺帽截面以一假想圓包覆(以下簡稱包絡圓),此包絡圓與螺帽截面之面積比值定義為截面形狀複雜度因子(S)
S=螺帽截面包絡圓面積/螺帽截面積 (1)
當螺帽具有數個特徵截面時,可以累積每一個特徵截面之複雜度。此外,特殊螺帽具有局部的形狀特徵,例如銲接螺帽於端面具有突起之特徵形狀,其突起特徵之數目也因其功能而變化。若將前述之複雜度加入權重因子,則螺帽截面形狀複雜度(Sc)可表示如下:
 (2)
(2)
其中,n為特徵截面之數目,α為各截面或特徵形貌的權重因子。當螺帽具有數個特徵截面時,可以累積每一個特徵截面之複雜度以平均值呈現,表示為螺帽平均形狀複雜度(Sm)如下:
 (3)
(3)
平均複雜度可以呈現螺帽形狀之特性,關係如下:
(a)當 Sm =1 ,螺帽形狀為「軸對稱」
(b)當 Sm ≠1,螺帽形狀為「非軸對稱」
2. 成形道次數之預估模型
本研究之鍛品成形道次數預估模型係利用螺帽鍛品截面之最大包絡圓面積隨成形過程逐漸地增加,其變化與螺帽鍛胚之截面積的比值可作為材料變形而不超過成形極限之量化指標。本研究定義螺帽之橫截面增量比(R)如下:
 (4)
(4)
若此比值結合前述之截面形狀複雜度因子,可建構一個預成形道次數之預測模型。適當地考慮螺帽之截面形狀複雜度因子(Sc)與螺帽之橫截面增量比(R),可建構螺帽成形道次數之臨界範圍,如圖1所示。
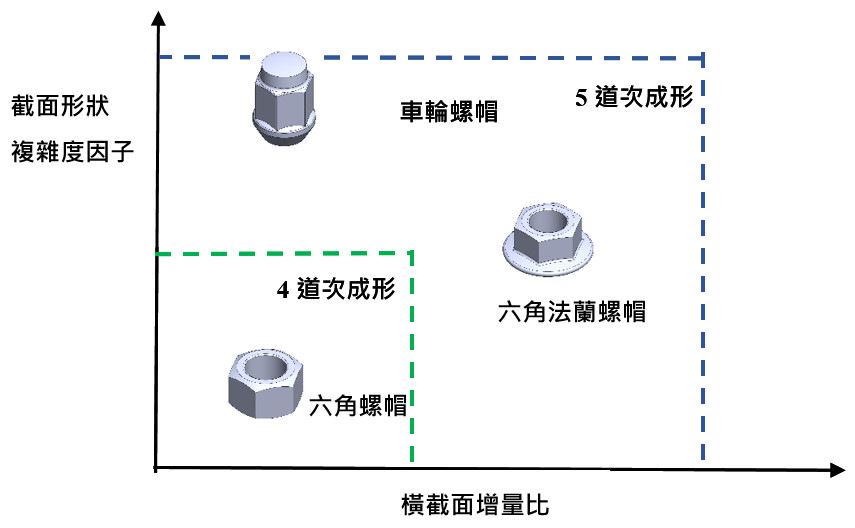
圖1 螺帽成形道次數之臨界範圍
更完整的內容歡迎訂購 2021年12月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出