- 回首頁
- 機械工業雜誌
- 歷史雜誌
雷射擺動光斑銲接技術發展與應用趨勢
作者 黃光瑤、蕭忠信、李炫璋
刊登日期:2021/02/01
摘要
雷射加工技術快速的發展,具備之高效率、高精度、高品質等優勢,很符合自動化生產趨勢;近年來,為擴大傳統工業的金屬粗加工應用與產業升級需求,積極開發高階雷射加工技術導入金屬加工產線,其中雷射擺動光斑銲接技術是重要製程技術之一,其擁有高光強度、低熱變形、高銲道偏差容忍度等特性,很適合金屬粗加工應用,可應用於大尺寸管件銲接、異型鈑件拼接、送線銲接等應用。本文將針對雷射擺動光斑銲接技術、應用範例進行介紹。
Abstract
With high efficiency, precision and high quality advantages, the laser machining technology is developing rapidly to meet the trends of automatic manufacturing requirements. In recent years, the high-grade laser machining technology was introduced into metal machining production lines to meet the needs of metallic macro machining applications and industrial upgrade. One of the most important techniques is wobble laser welding; it has advantages of high light intensity, lower thermal deformation, and high tolerance of welding seam deviation and suitable for macro machining applications. Wobble laser welding can be applied to large tube welding, abnormal shape butt-joint welding, and wire-feed welding et al. This article will introduce the wobble laser welding technology and some cases of its application.
前言
近數十年,隨著高功率雷射源技術的逐年進步,金屬粗加工(metallic macro machining)應用領域大大的擴展,其擁有高光強度、高精度,高產速、高品質、低熱變形等優點,除了利於自動化系統開發外,更適合導入到各種精密和高品質金屬加工應用,如汽車、航太、建築、工廠管件等加工應用。傳統工業金屬銲接粗加工多以氬銲、電銲、磨擦銲等技術,技術已非常成熟,設備成本低廉,但是熱輸入量大衍伸熱變形量大、加工解析度不佳影響品質、高熱產生大量燻煙噴濺,影響工作環境、生產速度慢且依賴大量人力操作、操作人員訓練不易造成缺工等問題,對於台灣人口老化與人力成本提升等趨勢,未來將面臨嚴峻考驗,因此導入雷射自動化銲接技術刻不容緩。
然而雷射銲接技術因加工雷射的聚焦光班小,能量集中,雖有利於形成keyhole深銲,但相對的工件銲道間隙必須較小,對位必須更精準,通常需要微米等級的準確度。解決方法通常可放大光斑,降低對位偏差的百分比,但會因此降低光強度,需要提高雷射輸出功率才能達到相同銲接深度;對位偏差也可以整合銲道追蹤模組來改善,在銲接時可先行預掃路徑或即時掃描銲道補償,但模組昂貴會造成設備成本上升,若應用於異型3D (three dimension)路徑銲接,技術難度高且易有工件干涉問題。另一種解決方案是採用雷射擺動光斑銲接技術代替直寫式雷銲,即利用反光鏡或菱鏡作動[1],使光斑在銲接過程中,產生週期性路徑擺動,藉由路徑重疊與互熔,其特色與優點是(1)保持高光強度以維持銲深,(2)可根據擺動寬度形成較寬的銲道,涵蓋銲道偏差範圍,(3)銲接過程中熔區攪動有助氣孔排出,降低銲道孔隙率,(4)銲道間隙容忍度比直寫式的200 μm提高到400 μm,(5)因能量相對分散,噴濺較少,銲道表面品質良好,(6)適合工件橋接應用,(7)適合搭配送線銲接製程,可較均勻熔融線材。綜合上述優點,雷射擺動光斑銲接技術對於金屬粗加工應用極有優勢,將有助於導入傳統金屬銲接加工產業技術升級與自動化生產,提升生產競爭力。
雷射擺動光斑銲接製程與應用
工研院雷射中心開發雷射擺動光斑銲接製程技術,掌握製程特性,整合銲道偏移檢測模組,朝向自動化雷銲設備系統發展。發展近況如下:
1.雷射擺動光斑銲接製程
雷射擺動光斑之光學架構是結合直寫式與掃描式的光學特性而成,如圖1(a)所示[2],在直寫式光路中加入一XY反射振鏡模組,使光束可以產生反射角度擺動,藉由兩軸的相對反射角控制,產生週期性路徑,其特性與掃描振鏡類似,差別是掃描範圍受限於下層的聚焦透鏡,大約僅有幾毫米至十幾毫米的範圍,因此需搭配移動載台或機器手臂完成銲道設定。雷射擺動光斑銲接頭綜合直寫式與掃描式加工頭的特性,因此具備兩者的優點,包含體積小、重量輕、毫米範圍掃描、模組成本控制、高光強度、熱量相對分散減少變形等特色,同時可以根據使用情境需求,選擇直寫或擺動光斑銲接,應用範圍比直寫式更廣泛。
雷射擺動光斑銲接常見的路徑模式有四種,如圖1(b)所示[1],分別為圓形、線型、八字形、無限型,不同的路徑銲接特性,會受過程中的加減速所造成的熱累積而有所不同,例如線型和無限型在銲道兩側邊緣容易有光斑減速造成熱累積,形成表面焦黑和undercut等現象,除影響表面品質,也一定程度影響機械強度;圓形和八字形這樣的效應相對少,比較常被採用。必須注意的是,銲道是由週期路徑重疊而成,須考慮路徑之間的重疊率,才能形成完整的銲道,此特性也表示銲接速度會受限於路徑掃描頻率,若固定所有雷射銲接參數,要達到相同深度條件下,雷射擺動光斑銲接的最大加工速度會比直寫式來的慢。
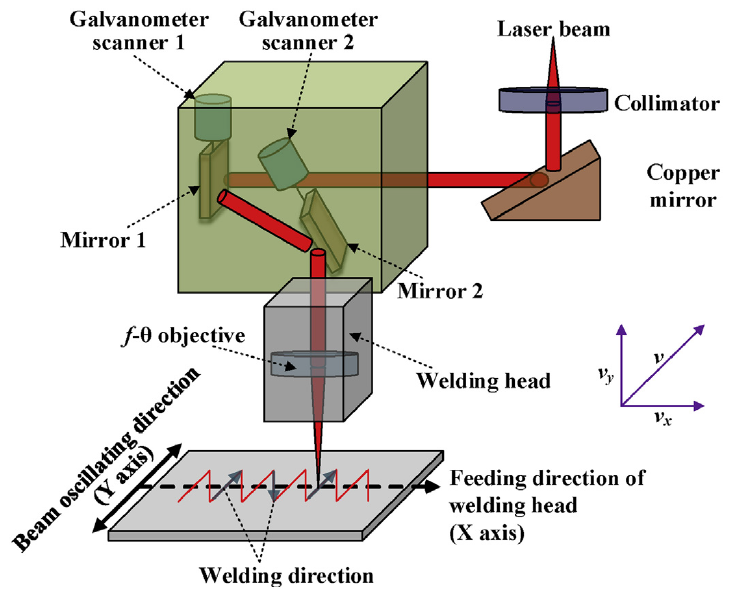
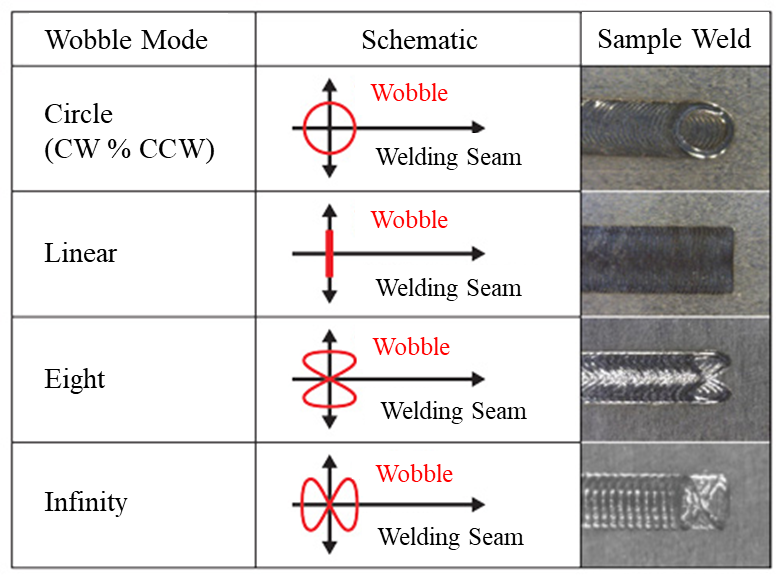
(a) (b)
圖1 (a)雷射擺動光斑光學架構[1]-[2],(b) 雷射擺動光斑掃描圖案種類
2.雷射擺動光斑銲接特色
雷射擺動光斑由於光強度高,容易產生keyhole銲接機制,因此可以達到較深的銲深,相較於直寫式銲接有幾項優點,其介紹如下幾點:
更完整的內容歡迎訂購 2021年02月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出