- 回首頁
- 機械工業雜誌
- 歷史雜誌
摘要
本文介紹靜電紡絲技術應用於生醫領域上,可將高分子材料列印至更微小化線寬,並介紹目前開發可列印網格狀圖案或圓形圖案的靜電紡絲輔助生物列印機。藉由同軸靜電紡絲技術可列印出具有包覆性芯鞘形高分子線條。以PVA 材料在實驗設備上進行近場電紡,能夠列印出線寬落在數十至數百μm 尺度範圍,並且具有包覆功能之細微線條,可藉此研究突破傳統積層造最小線寬的限制,擴大積層製造的應用領域。
Abstract
This article describes development of electrospinning technology to achieve finer diameter printing with polymer materials. The current developed electrospinning-assisted bioprinter with capability of printing grids and circular patterns will be introduced. This bioprinter can print core-sheath polymer lines by using the coaxial electrospinning technique. PVA or PLA material was used in our laboratory electrospinning equipment to obtain core-sheath line widths within the range of tens to hundreds μm. Through this research, we have demonstrated to overcome the width limitation of the conventional additive manufacturing and expand its applications.
前言
組織再生、重建技術是醫療方案中最具挑戰性的發展方向,若相關技術能研發成功對人工組織醫學成就將邁進一大步,但是現有的組織工程技術仍無法生產出複雜且具備功能的組織結構,導入3D列印技術恰可彌補這方面的問題。3D列印組織技術即是在三維空間呈現組織細胞、細胞所在液體環境的細胞間質與相關活性分子,並依客製化需求,製作不同外型、不同種類細胞或不同密度活性分子的產品,然而目前還面臨列印線寬受限的問題,因此本文以可控的細線寬、可圖形化列印、同軸靜電紡絲為重點,來突破此限制。
靜電紡絲應用在生物組織列印
靜電紡絲可應用在不同領域,例如過濾膜、嵌入功能性物質的纖維觸媒、提升機械性質的混纖複合材料,以及在醫學領域的藥物釋放、生物支架和組織工程等方面。
在生醫領域,如圖1所示,人工組織的建構方式可歸納為噴墨式、擠出式與雷射輔助式列印三種。噴墨式如圖1(a)所示,可以控制液滴的微細擠出流量,有利於精細結構的成型,但此方法只能使用低黏度材料,噴嘴才不易阻塞。擠出式如圖1(b)所示,可以使高黏性材料成形,有利於組織工程用的支架(scaffold)製作。但是目前擠出成型的噴嘴最小孔徑約0.2 mm,其列印線寬也僅能達到200 μm,噴嘴愈小,在列印過程愈容易造成阻塞,若要製作微小尺寸的產品有其限制。另外,雷射輔助式列印如圖1(c)所示,可以略微提高材料黏滯性,但此方式需要將生物列印的材料塗佈在特殊的能量吸收層,再透過雷射將材料推出,製程過於困難。因此我們採用靜電紡絲技術透過電場輔助能夠成型微細纖維,將靜電紡絲技術整合到擠出成型技術,是一種縮小線寬的理想方法,更可透過同軸靜電紡絲進行異質材料的包覆列印,提供組織工程更廣泛的功能需求,本研究即以此為重點。
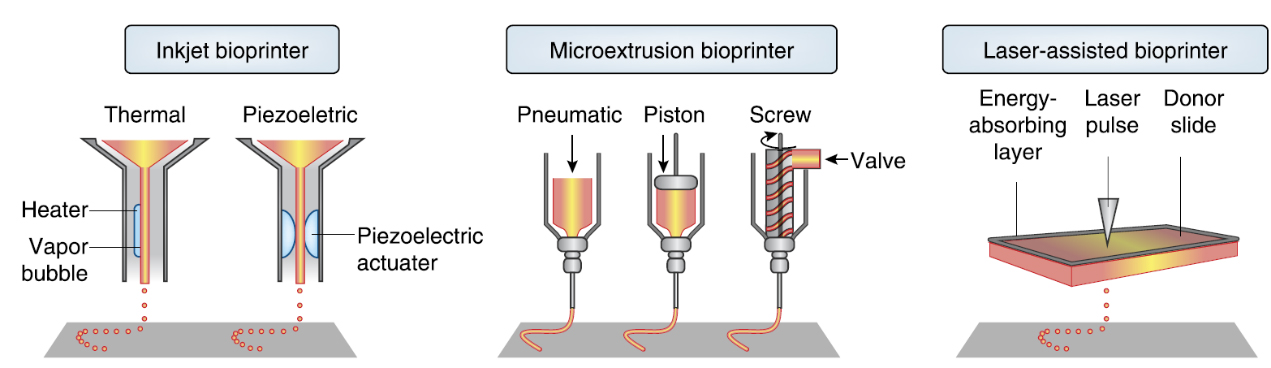
(a) (b) (c)
圖1 噴墨、擠出與雷射輔助生物列印技術 (a)噴墨式 (b)擠出式(c)雷射輔助式
靜電紡絲技術簡介
靜電紡絲技術於1934年由Formhals等提出[1],是一種利用高分子聚合物溶液或熔體在強電場作用下將噴射流(jet)噴射出來,可用來製備微米到次微米直徑結構的加工技術。1964年由Taylor等學者發現將高分子聚合物溶液裝入容器內,並導入高電壓,當高分子聚合體溶液流出噴嘴針尖時,會因表面張力的支撐而在針尖末端形成半圓球狀的液滴,同時因高壓靜電的導入,針尖與收集器間產生電場力,電場力施於溶液表面時,致使溶液表面帶電,且因相同電荷的相斥,將導致電場力與溶液表面張力方向相反,隨電場力增大時,懸掛在針尖末端的半圓球狀帶電液滴,將被拉成圓錐狀,即泰勒錐(Taylor cone) [2-5]。圖2為常溫靜電紡絲裝置圖,當電場作用力大於溶液的表面張力時,液滴克服表面張力在泰勒錐之底端形成一噴射流(jet),噴射流又受到電場作用力的拉伸及甩動(whipping)進而分裂出更細的噴射流,紡絲過程中經溶劑揮發或熔體冷卻後固化成細絲,最後以纖維型態沉積於收集板上,在這個過程中因為電場所形成的強力拉伸作用下,噴射流體從泰勒底端脫離後直徑變小,表面電荷與電場的耦合力是造成噴射流體加速與直徑減小的主要原因。
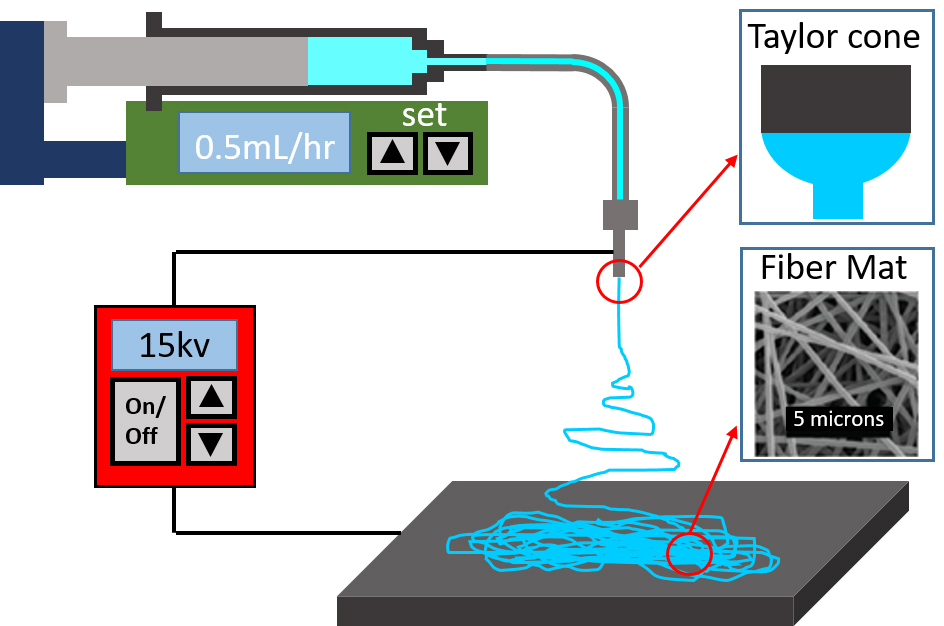
圖2 常溫靜電紡絲製程示意圖
更完整的內容歡迎訂購 2021年02月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出