- 回首頁
- 機械工業雜誌
- 歷史雜誌
先進控制技術應用在造紙生產製程
作者 徐振凱、鄭儀誠
刊登日期:2021/10/01
摘要
造紙業為國內高耗能生產產業,每年需消耗百萬公秉以上的油當量,因此本文在造紙製漿程序中導入先進製程控制技術,以及建立游離度預測及優化控制平台,平台功能包含(1)工業通訊模組建置;(2)磨漿設備恆功率控制邏輯設計,以及(3)製漿品質-游離度虛擬感測器建立與即時預測。透過通訊功能可擷取生產數據並進行分析,恆功率控制策略成功降低的磨漿次數與提升製漿生產效率,達到降低20%的能源使用,游離度預測模型誤差指標MAPE小於5%,未來可應用於游離度優化控制以維持品質的穩定性。
Abstract
Paper manufacturing is a high-energy-consumption industry that consumes more than one million kilograms of oil each year. Therefore, this work introduced an advanced process control technology into the paper pulping process, and established optimization control platform for freeness prediction. The platform construction includes (1) constructing the communication modules; (2) designing power control logic for refiner equipment, and (3) establishing sensors for real-time prediction of pulp freeness and quality. Through the communication, the production data can be acquired and then analyzed. The power control strategy successfully reduced the refining counts and improved the pulping production efficiency, and a 20% reduction in energy use was achieved. The freeness prediction index MAPE is less than 5%. It can be applied to optimize the control of freeness to maintain a stable quality.
前言
國內造紙產業近十年的能源消費從117.1萬公秉油當量逐年減少至110.5萬公秉油當量,換算年平均減少0.56%,造紙業為符合經濟部在2014年8月1日公告「能源用戶訂定節約能源目標及執行計畫」規定之國內工廠用電契約容量大於800kW的能源用戶需達到每年平均節電1%以上,使得造紙產業積極搜尋新的產業技術及應用以達到產業節能目標。
圖1為一般工業造紙的生產流程,當原物料(如木材、粗糙紙塊)運送到散漿與磨漿設備進行打散與研磨,之後漿料流送至抄紙設備頭箱形成紙糊,並經過壓水與乾燥過程成為半成品,最後送到加工廠進行塗佈、染色及包裝成紙類商品,整個生產過程耗能單元包含製漿準備段的散漿和磨漿,以及抄紙機內的壓榨和乾燥等程序,前者的能源使用占20%的全廠電力,後者的能源使用分別是50%的全廠蒸汽和40%的全廠電力。因此本文主要以紙業生產設備為標的,導入先進製程控制技術達到設備節能成效應用,並以磨漿設備為優先技術導入對象,目前磨漿設備系統可區分兩種,一種是串聯式生產,另一種是上、下槽循環磨漿系統,如圖2內容,可依據不同生產條件進行需要之循環磨漿次數設定,製漿過程中的品質指標為游離度(Freeness),每次研磨循環過程會進行紙漿取樣與人工現場分析游離度,當游離度尚未達到品質要求會再次進行循環研磨。以往許多造紙工廠的磨漿設備控制系統仍採取電流式控制刀盤間距,並以皮帶作為動力傳送系統,此種設計刀間距離控制較不穩定,目前國外或大廠漸漸採用恆(定)功率磨漿自動控制系統設計,透過鎖定該功率值由自動控制系統進行刀具間隙的操作,將可以降低研磨次數與時間,相較之下節省設備電力的使用,但仍然遇到磨漿品質-游離度無法線上進行即時的控制。
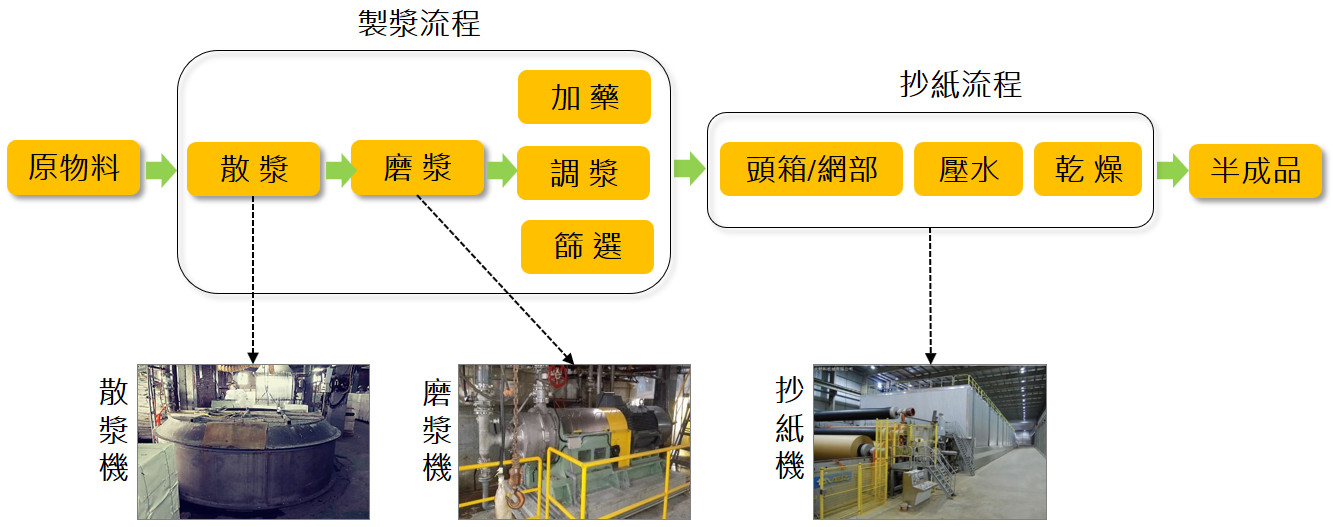
圖1 國內造紙廠生產流程

圖2 循環磨漿系統示意圖
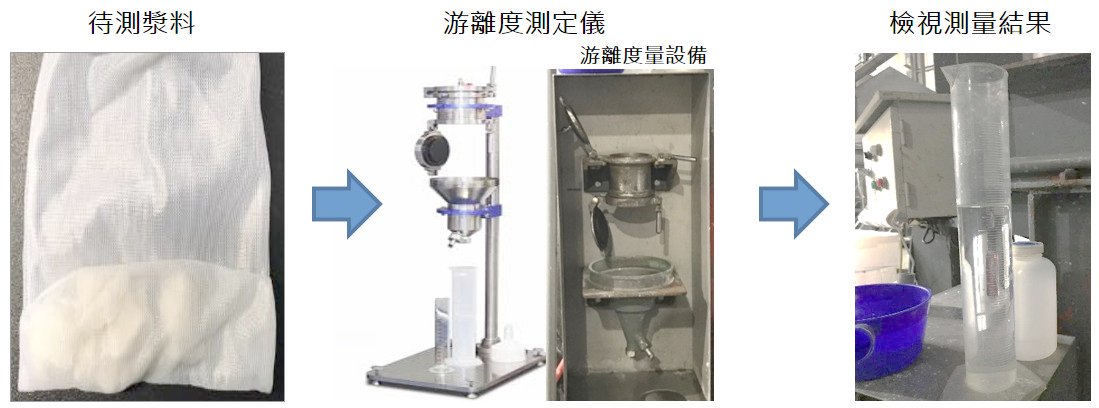
圖3 游離度測定方法流程及說明
方法說明及應用
製漿品質-游離度測定
磨漿是造紙生產中極為關鍵的製程,經由單一或多部磨漿設備進行磨漿程序,利用機械力使漿料中纖維經歷切斷、擠壓、潤脹與細化等過程,得到以利交織成紙的紙漿,不同磨漿程序會影響後續抄紙的紙張品質,因此在整體磨漿過程機理中,以游離度(Freeness)為製漿品質指標,其反映了纖維被切斷、膨脹、分裂、掃化細纖維程度,每次研磨循環過程會進行紙漿取樣與人工現場分析游離度,相關游離度說明與取樣測量方式,如圖3(a)為現場操作人員取樣的漿料;(b)為游離度測定儀器,每次測定時間約10分鐘;(c)為測定結果量杯,裡面水的高度表示最後測定結果;(d)為國際常用游離度測定說明);另從文獻中[1-3]得知游離度與磨漿設備的刀具間隙(Gap)有顯著關係,當刀具間隙越小情況下,磨漿設備馬達的用電量或功率會相對地上升。
恆功率控制技術
從上述得知磨漿過程中品質(游離度)與能耗(用電量)均會受到刀具間距影響,因此本文進行自動進刀機構改造設計,使用新裝設變頻馬達與位移計以取代舊有的進刀裝置,恆(定)功率磨漿控制策略主要以符合漿料品質-游離度生產條件下,使磨漿功率可設定在較佳的操作值,透過該功率設定值由自動控制系統進行刀具間隙的操作
回文章內容列表更完整的內容歡迎訂購 2021年10月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出