- 回首頁
- 機械工業雜誌
- 歷史雜誌
應用於機械手臂加工之力量控制系統之研究
作者 黃成凱、王奕凱、林紀穎
刊登日期:2023/03/01
摘要:本文提出一套主動式變力量控制系統針對鑄件殘料去除進行安全且有效率的加工製程。當機械手臂所夾持之鑄件向刀具進給時,系統透過機械視覺識別殘料尺寸並根據切削力模型(以實際加工過程取得移除不同厚度殘料所需的切削力後,再以最小平方法識別三組線性切削剛性方程式並以此作為切削力模型)規劃所需加工力量命令,如此一來系統便能透過變力量伺服控制,在刀具進給時移除不同尺寸的鑄件殘料。實驗結果顯示所開發之主動式變力量控制系統加工測試件時,可在工件不過切的情況下移除90%以上的殘料。
Abstract:This article presents a variable cutting force control system to improve the casting scraps removing process. When the casting workpiece (mounted on the robot) feeds to the cutting tool system, the scrap size will be measured by using machine vision, and the required cutting force reference command will be generated according to the cutting force model (the cutting force model is approximated as a piecewise linear function that relates to the scrap width). A variable force servo system is implemented to remove casting scraps. The results show that over 90% of scraps can be removed without over-cutting.
關鍵詞:鑄件殘料加工、變力量伺服控制、切削力模型
Keywords:Casting scrap machining, Variable cutting force control, Cutting force model
前言
鑄造是傳統製造業常用之金屬成型技術,經常用於形狀複雜的工件成型,透過將金屬加熱至熔融狀態後倒入鑄模內,待其冷卻凝固再取出,即得所需之鑄件。為使熔融金屬能順利流入模穴,鑄模設計時除了工件外型外,亦會設計澆鑄系統以防成型失敗,因此鑄件在冷卻後會與鑄模的澆鑄系統一併成型。除了鑄模的流道、鑄口以外,在合模處鑄件亦會同時產生大量的毛邊。流道、鑄口及毛邊對鑄件而言皆為鑄造工序所造成的殘料,需要加工進行移除:以往大多使用人工研磨的方式進行移除,但近年來傳統製造業面臨缺工問題,使得人工成本逐年上升,造成缺工的原因為:(1)全球少子化以及人口老化的問題日益嚴重,國家正面臨著勞動力短缺的問題;(2)加工伴隨的高噪音及粉塵對人體有害,大多數人不願投入傳統製造業。除此之外,以人工方式進行殘料移除,亦會因操作員經驗不足或工作疲勞等原因造成加工品質不一。基於上述原因,傳統製造業試圖導入自動化,取代成本日益增加的人工作業。
機械手臂對於非接觸式加工(焊接、取放、噴漆)之應用已相對成熟,大多可直接透過教導方式產生加工軌跡。對於接觸式加工應用而言,若以教導(純位置控制)方式執行則必須對動態行為及環境有充分的了解,否則當加工軌跡偏移時,控制器即會給予接近飽和的控制命令迫使手臂移動至目標位置,進而產生極大的切削力造成工件過切或毀損[1],此時僅能將工件報廢,因此以純位置控制難以滿足接觸式加工的需求。對於接觸式加工需使機械手臂具備柔順性[2],目前已有許多學者致力於探討機械手臂力量控制以補正位置誤差,依照不同控制方式可以歸納出兩種方式,分別為「透過手臂力量控制」以及「手臂周邊力量控制」。
‧「透過手臂力量控制」:此方法透過安裝力量感測器賦予機械手臂觸覺,當力量出現誤差時,透過調整機械手臂的加工軌跡以維持指定的切削力,其方法大致分為混合控制[3][4]及阻抗控制[5][6]。從文獻可知,若要實現「透過手臂力量控制」,則需要與控制器進行整合開發,因此對於系統整合商及使用者而言難以導入。
‧「手臂周邊力量控制」:此方法透過兩個控制器分別對運動軌跡與切削力進行控制,當切削力發生改變時調整外部機構以改變刀具對工件之相對關係以維持加工力。此方法不需與機械手臂控制器整合,可應用於任意廠牌之機械手臂,依照力量控制方式可分為被動力量控制[7][8]與主動力量控制[9][10]。而既有文獻所探討的周邊力量控制系統大多為固定力量加工之應用,並沒有考量到切削力對材料移除量之影響。對於鑄件而言,殘料外型與尺寸多為不規則且多變的。
若以固定切削力加工將會造成鑄件過切或是殘料過剩的現象,既有的固定力量控制策略並無法成功移除鑄件殘料。
鑒於現有方法之缺點,本文將建立一個適用於外型且尺寸多變之鑄件殘料加工的變力量控制系統,透過輪廓掃描儀取得鑄件殘料資訊,並規劃對應的加工力量,使系統能在不過切的情況下完成殘料移除,將殘料移除加工導入自動化,解決成本日益增加的傳統人工作業問題。
主動式變力量控制系統架構
本文開發主動式變力量控制系統應用於鑄胚件殘料移除,透過「變力量控制」方式對機械手臂位置誤差進行補正,解決既有方法無法應用於外型與尺寸多變之殘料(目標切削力需隨殘料外型與尺寸調整)加工問題。本文建置之切削加工實驗平台如圖1所示,圖1左側為六軸機械手臂,負責夾持鑄件並依照預先規劃的加工軌跡進行移動;圖1右側為主動式變力量控制系統,藉由變力量控制修正刀具位置以補正軌跡誤差。本系統運作分成兩步驟:
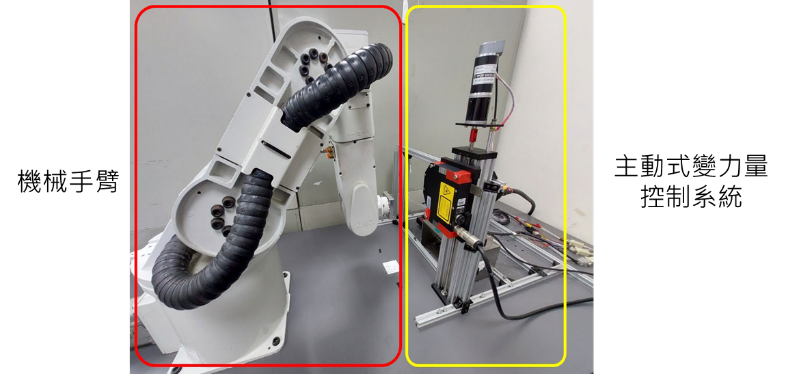
圖1 主動式變力量控制系統實驗平台
回文章內容列表更完整的內容歡迎訂購 2023年03月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出