- 回首頁
- 機械工業雜誌
- 歷史雜誌
高功率雷射擺動式加工技術發展趨勢
作者 黃光瑤、簡士凱、王雍行
刊登日期:2022/02/01
摘要:近年來,為擴大傳統工業的金屬粗加工應用與產業升級需求,積極開發高階雷射加工技術導入金屬加工產線,其中雷射擺動式銲接技術是重要製程技術之一,其擁有高光強度、低熱變形、高銲道偏差容忍度等特性,可整合智慧銲接輔助模組和CAD/CAM (Computer Aided Design/Computer Aided Manufacturing)路徑規劃,適用於金屬粗加工之三維自動化生產系統,例如大尺寸管件銲接、熱交換器、車體銲接等應用。本文將針對雷射擺動式銲接技術、技術發展趨勢、產業應用進行介紹。
Abstract:In recent years, advanced laser machining technologies were introduced in the metal machining production line to expand the metallic rough machining applications and meet the industrial production upgrade needs. Laser wobble welding is one of the important process technologies; it has advantage characteristics for rough machining such as high light intensity, lower thermal deformation, and high tolerance of welding seam deviation. Laser wobble welding can be integrated with intelligent welding assisted module and CAD/CAM (Computer Aided Design/Computer Aided Manufacturing) path planning, suitable for 3D automatic production system with metallic rough machining; such as large tube welding, heat exchanger, and vehicle body welding et al. This article will introduce the laser wobble welding technology, technology development trends, and industrial applications respectively.
關鍵詞:雷射擺動式銲接 、銲接輔助模組、電腦輔助設計與製造
Keywords:Laser wobble welding, Welding assistant module, CAD/CAM
前言
根據Laser Focus World 2020年資訊,全球雷射產業規模約1.4兆台幣,工業應用佔比最大,材料加工用雷射源市場約1,547億台幣,高功率雷射源占54%。國內高功率雷射應用亦主要分布在切割與銲接領域,諸如自行車、汽/機/大客車、運動器材、金屬零件等,其中切割、銲接為前兩大應用,如圖1所示,顯示雷射銲接深具市場發展潛力。國內雷射設備產業逐年發展,根據鈑金協會資訊,每年銷售雷射功率1 - 4 kW之高能雷射切割設備超過 3,000台,並逐年成長;相對於雷射切割設備,雷射自動化銲接設備仍為產業缺口,然而傳統金屬加工業者近年多飽受缺工之苦,開發雷射自動化銲接設備刻不容緩。

圖1 2020年雷射金屬加工應用產值百分比
雷射銲接具備能量集中、高速、精密等特性,然而面對傳統金屬加工產業的工件高公差特性(mm等級),雷射銲接光斑尺寸通常為數百微米,常會遭遇銲道路徑偏移、銲縫間隙過大等問題。雷射擺動式銲接可以解決此問題,利用雷射光斑擺動的幅度,擺動範圍內都會熔融形成銲道,可很大程度解決銲道偏移問題;雷射擺動式銲接因為光斑維持很小,可以使用相對較低的雷射功率達到鑰匙孔銲接(keyhole welding),同時擺動過程中,會將熔融材料往擺動方向推擠,使材料填補銲縫間隙,解決銲縫間隙過大問題;雷射擺動式銲接也適合整合送線填料銲接製程,不用離焦增加光斑尺寸,即可充分熔融線材。結合雷射擺動式銲接、智慧銲接輔助模組、銲接專家模擬系統、電腦輔助設計與製造(CAD/CAM)之路徑規劃等技術,可以開發自動化雷射銲接設備系統,幫助傳產金屬加工業升級,解決缺工問題,提高加工品質與產能。其他詳細說明可參考文章下一段內容。
高功率雷射擺動式銲接技術介紹
傳統直寫式雷射銲接使用的雷射聚焦光班較小,能量集中,雖有利於形成keyhole深銲,但相對的工件銲道間隙必須較小,通常為150 - 200 μm,同時對位必須相當精準,需要數十微米等級的準確度。一般改善的方法可離焦放大光斑,降低對位偏差量,但會因此降低光能量密度,需要提高雷射輸出功率才能達到相同銲接深度,除了會增加熱變形,也會增加雷射源設備成本,影響業者導入的意願。另外直寫式雷射銲接也會限制接合的方式,直寫式適合對接銲接(butt weld)、疊加銲接(lap weld),但對於非平面銲接容易遭遇困難,如圖2所示,例如成型對接銲接(Formed butt joint)、角銲(Corner weld)、填角銲(Fillet weld)、雙填角銲(Double fillet weld)等[1],以上非平面雷射銲接因為需要工件接合處熔融較多的材料,使銲道材料充分互熔,才可獲得足夠的機械強度,因此通常需離焦放大光斑,才足以產生適合的銲寬與銲深,即使放大光斑尺寸,加工對位仍有極高的要求,才能獲得良好的銲道品質,而為求足夠銲深而加大雷射功率,會衍生熱變形問題,以上因素會限制雷銲的應用範圍,且不易吸引業者由傳統較低成本的氬銲工法,升級導入雷銲製程。
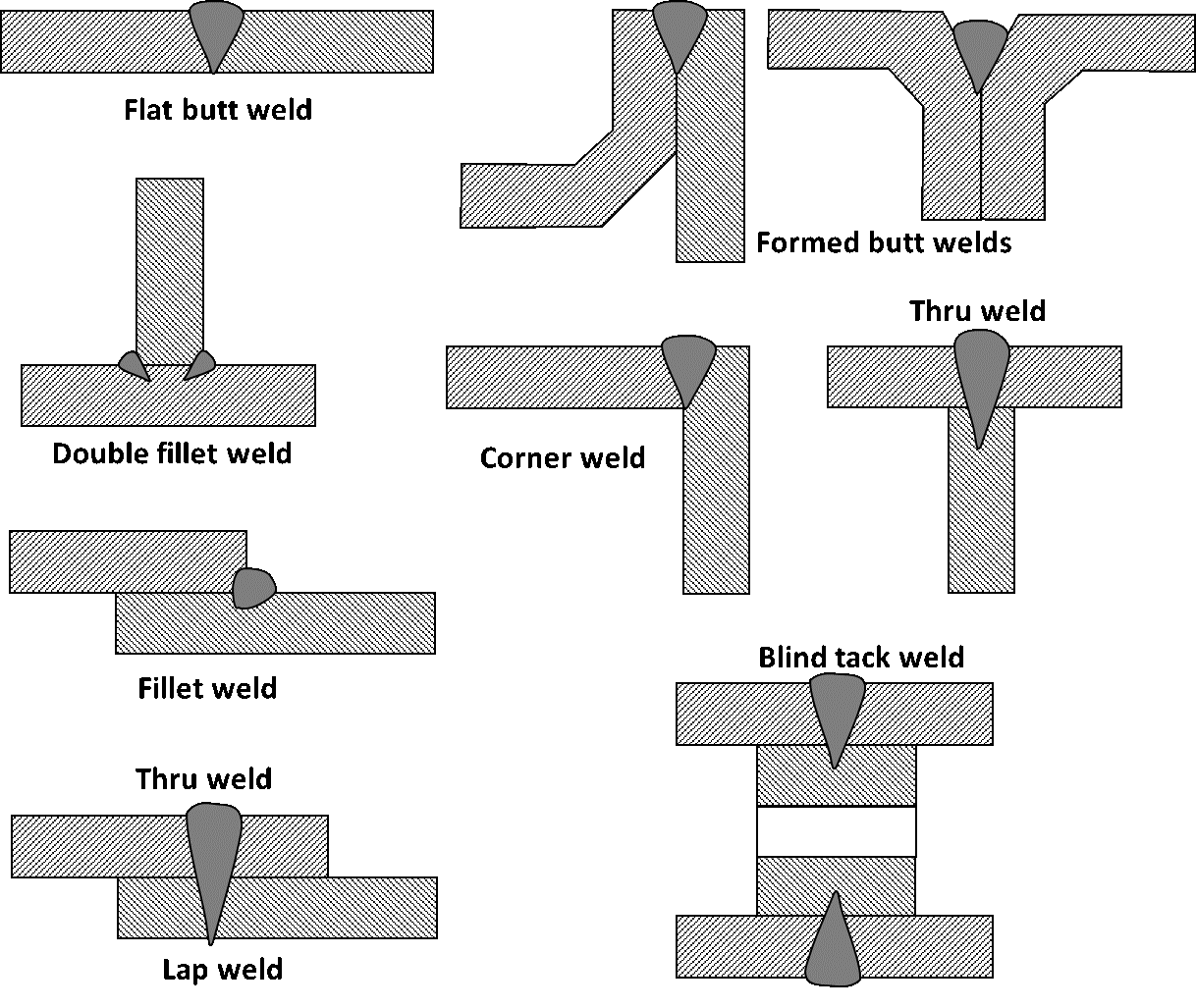
圖2 銲接接合方式
高功率雷射擺動式銲接技術可以解決上述直寫式雷射銲接遭遇的困難。雷射擺動式銲接的加工方式如圖3所示,其方法是利用反光鏡組高速反覆擺動,使光斑在銲接過程中,產生週期性路徑擺動,藉由路徑重疊與互熔形成銲道,此技術特色與優點是(1)保持高光強度以維持銲深,(2)可根據擺動寬度形成較寬的銲道,涵蓋銲道偏差範圍,(3)銲接過程中熔區攪動有助氣孔排出,降低銲道孔隙率,(4)銲道間隙容忍度比直寫式的200 μm提高到400 μm,(5)因能量相對分散,噴濺較少,銲道表面品質良好,(6)適合工件橋接應用,(7)適合搭配送線銲接製程,可較均勻熔融線材。綜合上述優點,雷射擺動光斑銲接技術對於金屬粗加工應用極有優勢,將有助於導入傳統金屬銲接加工產業技術升級與自動化生產,提升生產競爭力。
更完整的內容歡迎訂購 2022年02月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出