- 回首頁
- 機械工業雜誌
- 當期雜誌
|最優良文章 |超快雷射玻璃微銲接技術
作者 陳園迪、蔡武融
刊登日期:2020/02/01
摘要(Abstract)
本文介紹超快雷射玻璃微銲接技術之國際開發進展與專利分析,並說明工研院雷射中心在本技術的發展狀況。本方法所銲接之工件具有優異的機械強度、耐熱性、抗腐蝕性及高氣密性等優點。可應用於互補式金屬氧化物半導體(CMOS)晶片銲接、生醫晶片銲接等。工研院並開發可變長度微光柱模組,將焦點整形為均勻的微光圓柱狀,且光柱長度可變,用以提升各類銲接件之銲點均勻度與強度。
This paper introduces the international development progress and patent analysis of ultra-fast laser glass micro-welding technology, and explains the development status of ITRI in this technology. The workpiece welded by the method has the advantages of excellent mechanical strength, heat resistance, corrosion resistance and high air tightness. It can be applied to complementary metal oxide semiconductor (CMOS) wafer welding, biomedical wafer welding, etc. ITRI also developed a variable-length micro-light column module to shape the focus into a uniform micro-cylindrical shape with variable length to improve the welding bead uniformity and welding strength of various types of welded parts.
關鍵詞(Keywords)
超快雷射、玻璃、銲接 Ultrafast laser, Glass, Welding
前言
隨著智慧車、行動穿戴及生醫裝置的發展,玻璃、陶瓷等封裝材料的高強度、耐候的密封需求逐漸增加。玻璃封裝技術已被廣泛應用於植入式醫療器件、感測器、電池、光電元件等。並有許多玻璃封裝方法已被開發出來,以下挑選目前產業界有運用之封裝方法進行說明,包括超快雷射銲接、黏劑接合、玻璃漿料燒結、陽極接合。
由於超快雷射短脈衝持續時間極短(10-12~10-15秒),脈衝峰值強度極高(大於1012 W/cm2),透過非線性吸收過程,雷射脈衝視為局部熱源[ 1 ],導致在焦點區域的熱堆積[ 2-3]。玻璃因此產生熔化與固化之過程,形成牢固的共價鍵,兩個樣品透過超快雷射脈衝銲接結合在一起,其強度將取決於雷射參數與掃描策略,超快雷射微銲接技術之優點包含銲接工件優異的機械強度、耐熱性、抗腐蝕性及高氣密性等等。
黏劑接合是使用黏劑將兩個表面連接起來。雖然黏劑可以連接不同材料,但黏劑有劣化、潛變及熱傳導問題,導致耐久性、耐環境變化不佳,如航空應用和高功率雷射器設計等需要經受巨大的溫度變化的情況下,黏劑熱降解和熱膨脹的應力積累會減少黏劑的使用壽命[4]。黏劑的氣體揮發(Outgassing)問題,造成光電及生醫元件汙染。玻璃漿料燒結[5]是將玻璃的細顆粒均勻混和入合適的黏合劑中,混合後通常呈現糊狀,再將玻璃粉糊塗佈至接合面,將帶有玻璃粉糊的元件加熱到高溫,並持續數十分鐘,以提供有機燃燒,然後在輕微的壓力下將接合面貼合,在連接之前必須將黏合劑完全燒盡,可實現氣密密封,並且對被黏結表面的平整度沒有嚴格要求。陽極接合[6, 7]是將拋光後的玻璃同半導體或金屬疊放在一起,然後加熱至300~500 ℃,再將金屬或半導體做正極,通200~2000 V 直流電,等到電路中電流穩定再緩慢冷卻至室溫完成連接。陽極接合具有所需溫度相對較低、接合介面牢固、長期穩定性好、連線速度快且可連接不同材料等優點,在微機電製造和微流體領域得到了廣泛應用,但是該技術的不足在於需要兩接合材料的熱膨脹係數相近,否則在接合的冷卻過程中會因較大的內部應力導致破碎。
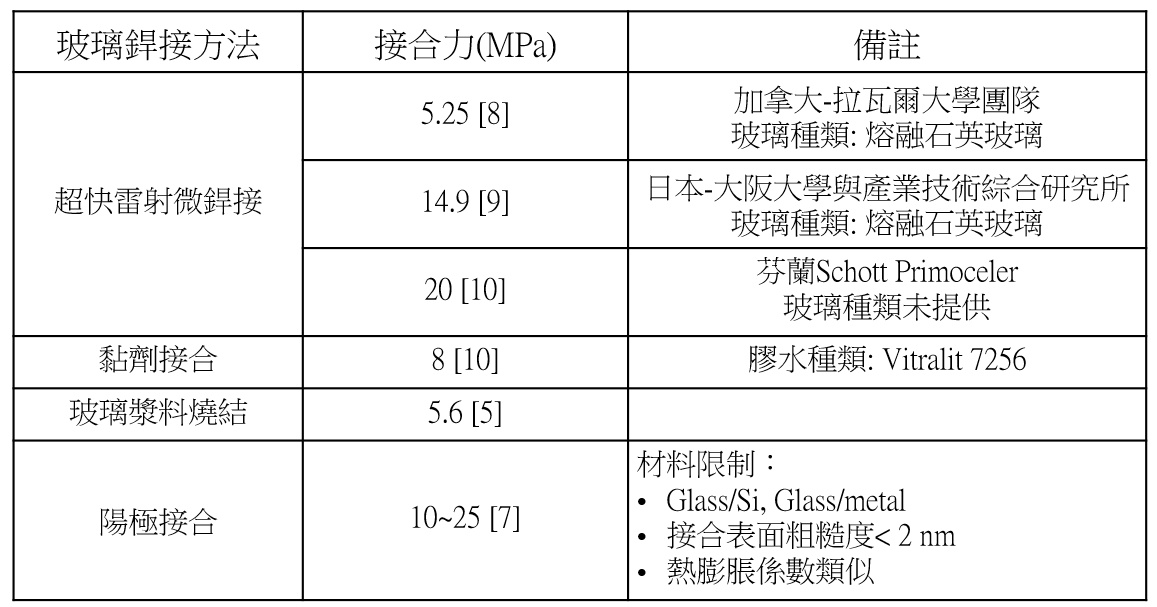
以下表1提供各式玻璃銲接方法之接合力比較,值得注意的是,由於各研究團隊使用的接合力測試法不盡相同,因此可能存在部分實驗誤差。
表1 現有的玻璃銲接方法整理
工研院雷射中心投入超快雷射玻璃微銲接技術,發展關鍵光學模組及製程技術,藉以協助國內廠商導入生產應用,及開發超快雷射玻璃微銲接設備。以下章節,將分別說明超快雷射微銲接技術之國際開發進展、專利分析與工研院雷射中心在超快雷射微銲接技術的進展。
超快雷射微銲接技術之國際開發進展
皮秒和飛秒雷射發出的超快脈衝具有高峰值功率和高重複率的性質,已被用於玻璃銲接[8-10]。聚焦光束的峰值強度夠高時,便可通過非線性吸收過程(多光子吸收)自由電子密度增加,最終產生雪崩電離化和電漿雲形成[11-12]。此後,研究人員提出了各種方法來提高玻璃銲接的機械強度,例如高重複率雷射[13-14],雙脈衝模式[15]和脈衝串列模式[16]。若使用高重複頻率超快脈衝進行加工,由於重複頻率高,熱能可快速累積,並增加了熔融區(熱影響區(HAZ)的體積。熱影響區的大小以及由此產生的銲縫的橫截面積取決於所使用的參數,例如樣品平移速度,雷射功率和脈衝重複頻率。儘管超快雷射銲接本質上是高度局部的,但是應力可能會在銲縫周圍積累,並且過大的殘餘應力可能會使樣品破裂,特別是在銲接大的連續區域或使用兩種具有不同熱膨脹係數的材料時。因此,需要適當的雷射照射策略以減少應力累積。日本東京電機大學與理化學研究所團隊[15]研究雙脈衝模式的超快雷射銲接,此機制是透過第一脈衝進行多光子電離和再透過第二脈衝強化雪崩電離反應,可更有效地產生自由電子,兩脈衝時距需控制於材料的電子與晶格的耦合時間內(10–20 ps,確切的時間取決於材料[17],最終結果得知雙脈衝超快雷射銲接之玻璃基板(Foturan;Schott Glass Corp.)的結合強度對比傳統的單脈衝超快雷射銲接的樣品高約22%。
由於超快雷射進行玻璃銲接時,會使得玻璃經歷熔化和隨後的淬火而產生張力與應力,限制銲接接合力提升。為了克服這些局限性,德國耶拿大學與Fraunhofer團隊[16]使用超快雷射脈衝串列模式來控制向樣品的熱量傳遞,如此處報導。我們將高重複頻率超快雷射與聲光調製器(AOM)結合使用,以從連續脈衝串列中將單個或多個脈衝組合為一組脈衝串列進行銲接,最終結果得知脈衝串列模式超快雷射銲接之熔融石英基板的結合強度對比傳統的單脈衝超快雷射銲接的樣品高約104%。
更完整的內容歡迎訂購 2020年02月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出