- 回首頁
- 機械工業雜誌
- 當期雜誌
摘要:切削加工與機械設備運行時,潤滑油品質會隨著大量鐵屑產生或環境變化而下降,若潤滑不良可能造成加工品質下降或設備損壞等問題,因此近年來潤滑系統狀態監測在智慧製造中扮演重要角色。本文將以切削潤滑與機械潤滑兩大部分探討油品狀態監測技術,分別闡述切削液與設備潤滑液物理性質與品質之關係以及各感測器選擇原由。最後感測器資料皆由線上監測平台顯示,使用者能自定義警戒閾值,長期觀察各物理指標與油品品質之關係,建立補油或換油警告基準。
Abstract:During machining process or machinery operation, the lubricant quality will be degraded a large amount of debris and environmental changes. Poor lubrication may cause deterioration of machining quality or equipment damage. Therefore, in recent years, the condition monitoring of the lubrication system has played an important role in intelligent manufacturing. To describe the technology of lubrication condition monitoring clearly, this article will be separated into two parts which are cutting fluids and machining lubricants. The relationships between certain properties and qualities of lubricants will be discussed respectively. Also, the reasons for certain sensors were chosen will be explained. Finally, data from all the sensors will be demonstrated online the user interface of the lubrication condition monitoring platform, and then users will be able to set the alarm thresholds by themselves. With long-term data collection and observation, the warning basis for lubricant maintenance can be established.
關鍵詞:狀態監測、切削液、潤滑系統
Keywords:Condition monitoring, Cutting fluid, Lubrication system
前言
切削加工與機械設備運行時,發生相互運動之傳動機構會產生磨損,而潤滑不良可能造成加工精度下降、設備壽命降低、振動噪音提高與部件鏽蝕氧化加速等負面效應,由此可知潤滑系統狀態監測之重要性。本文將以切削潤滑液與機械潤滑液兩大部分,針對此兩種不同潤滑工況說明個別潤滑狀態監測技術建立與試驗結果。
切削液(水)為金屬加工過程用來清潔、冷卻及潤滑刀具以及加工件之液體,分為油性和水性,而加工過程切削液使用後會回收過濾後進到集液箱(主水箱)收集再利用。若回收後的切削液沒有妥善監測其品質,無法確保加工使用之油品在良好使用狀態,會導致油品失去效果,除了損害刀具與主軸壽命外,加工品質也會驟降,嚴重會導致工件損壞報廢,損失慘重。尤其水性切削液較油性切削液容易腐敗變質,因此需針對水性切削液建立即時監控系統,即時自動化分析切削液變化並預先發出更換新液或調整加工參數,減少意外發生時需停機檢修與降溫造成之成本耗損。本文將使用液位、溫度、PH值與溶氧量四種感測器建立水性切削液加工油品監測系統,監測切削液長期加工下品質變化。
機械潤滑油如同機械設備之血液,傳動機構在設備運轉下需要藉由潤滑系統進行潤滑、冷卻、清洗、防振、密封與防鏽等功能。當潤滑油質劣化時會逐漸破壞齒輪箱或控制閥等動力件,進而影響設備運轉品質,大幅降低機器壽命並消耗維修人力與時間。因此即時監測潤滑油值變化能在油質劣化前預先維護。本文將說明如何將諸多潤滑油液監測指標歸納,最後選用清淨度、液位與飽和含水量三種物理特性,安裝相關感測器於設備油箱與油路中,監測潤滑油液品質狀況,未來將於試驗場域長期觀察三種指標對於油品劣化之關係。
加工切削液監測技術
加工切削液分為油性與水性:油性切削液內含純油(Straight oil)以及溶水油(Soluble oil),成分較簡單能直接使用,只需監測使用量,不足直接添加新液即可。油性切削液防鏽性較好,一般用於精加工;水性切削液為原油用水稀釋10-20倍後使用,主要成分為合成油(Synthetics)及半合成油(Semi-synthetics),另外添加清洗劑與殺菌劑保護油液。因水性切削液清洗冷卻性能好,主要用於需要冷卻性能好的高速加工和粗加工。但水性切削液在使用過程中較油性切削液容易腐敗酸化,產生難聞氣味,所以使用過程中需即時監測濃度和PH值變化,適時補充新液維持油品健康。
為研究切削潤滑對於加工品質與刀具壽命關係,文獻[1]分別以乾切削、濕切削與霧切削觀察各種切削狀態在不同進給速率與主軸轉速下工件加工粗糙度以及刀具磨耗狀況,歸納潤滑重要性以及何種加工條件下有最佳潤滑方式。因目前切削液大多以油水混合液為主流,視加工條件決定濃度配比,因為環境與健康議題,自1991年起開始有文獻探討切削液各參數如濃度、PH值、微生物數量、乳化液穩定度及添加物穩定度等[2]。隨著加工日益精細,加工品質日益被重視,切削液線上狀態監測漸漸受到重視,文獻[3][4]指出防止細菌或其他微生物滋生是切削液首要關注之事,重要之監測指標為油溫、濃度以及PH值。
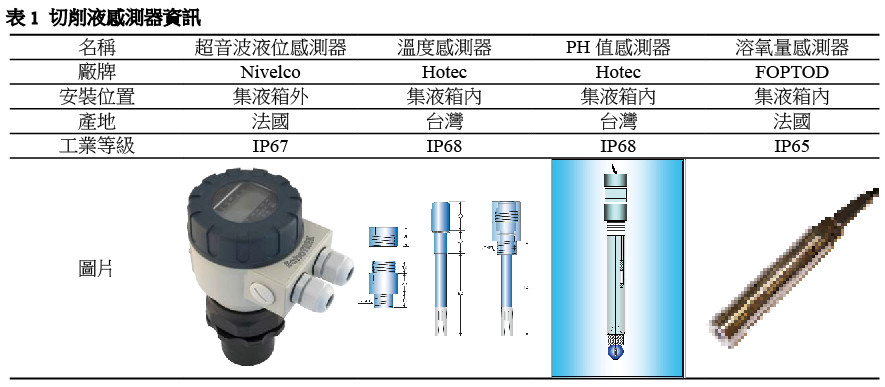
根據以上文獻回顧,水性切削液在意酸化與濃度變化問題,因此工作溫度、PH值與濃度為最重要的三項監測指標,但由於濃度線上監測目前有感測器硬體限制,本文尚無法呈現濃度監測結果,未來會再與相關廠商洽談或開發合適濃度感測器。為了使水箱液位變化能夠回控工具機啟動相關機構(補油或補水等),本文安裝液位感測器監測水箱液位變化,能即時回傳液位當前高度。另外加裝溶氧量感測器,監測溶氧量是否會隨著切削液使用而降低,因為根據厭氧菌滋生原理,切削液除了酸化導致發臭也會因為溶氧量降太低導致厭氧菌滋生。總結本次切削液監測內含四個品質指標:(1)油品液位;(2)油品溫度;(3)PH值;(4)溶氧量,感測器資訊如表 1,上述四個指標對於加工品質影響說明統整如下:
(1) 液位:一般來說集中控制系統之液箱中切削液液位須保持在60%~80%,監測液位能得知添加預配置切削液時機以及檢查是否有潛在液箱洩漏問題。
(2) 溫度:隨著切削進行和工廠室溫升高,切削液溫度也會升高,當切削液溫度太高時將失去冷卻功能,若切削溫度無法降低,刀具壽命會驟減,加工切削變形大,精度與品質皆降低。
(3) PH值:大部分金屬加工切削液原液之PH值落在9.2左右,大多數細菌活躍範圍為PH6.5~7.5之間,所以若PH值太低細菌容易滋生,會使切削液發臭及工件生鏽。切削液原廠普遍定義PH值位於8.5-9.2為安全範圍,低於8.5就會有細菌滋生可能。
(4) 溶氧量:隨著加工進行因切削液中的水蒸發後含水量降低,導致溶氧量跟著降低,使厭氧細菌與微生物容易滋生,與PH值降低之後果相同。
更完整的內容歡迎訂購 2022年05月號 (單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出