- 回首頁
- 機械工業雜誌
- 歷史雜誌
摘要:工具機會因為多項原因產生誤差,而機上量測功能因操作複雜或設備昂貴無法廣泛的應用在加工廠中,導致無法即時修正誤差改善精度。本文首先介紹工具機43項誤差,接著探討國外商用控制器針對誤差所提供的補償功能及儀器量測方式,最後提出工研院的解決方案,透過設計教導式人機介面,簡化使用者操作儀器的困難度,並撰寫Marco程式將各項量測步驟與方式自動化,精簡誤差量測過程與簡化操作難度,在設計圖像化介面對應實際機台位置,快速理解需填入的參數位置,完成機上量測功能,提高廠商使用意願,改善機台精度。
Abstract:There are many reasons for the error of the machine tool, and the on-machine measurement cannot be widely used in the processing plant due to the complicated operation or expensive equipment, which makes it impossible to correct the error immediately and improve the accuracy. This article first introduces the 43 errors of machine tools, then discusses the compensation functions and instrument measurement methods provided by foreign commercial controllers for errors, and finally proposes the solution of ITRI, through the design of a teaching man-machine interface, which simplifies the difficulty of operating the instrument for users, and writes a Marco program to automate various measurement steps and methods. In the design of the graphical interface corresponding to the actual machine position, it quickly understands the parameter position that needs to be filled in, completes the on-machine measurement function, increases the willingness of the manufacturer to use, and improves the accuracy of the machine.
關鍵詞:機上量測、誤差補償、CNC工具機
Keywords:On-machine measurement, Error compensation, CNC machine tools
前言
新冠疫情於2019年首次爆發後其影響持續至今,加上俄羅斯對烏克蘭發動戰爭,使得許多地區物價飆漲、利率升高,眾多衝擊導致全球經濟受到嚴重影響。依據台灣機械工業同業公會針對台灣工具機的分析,統計2022年1~10月的進出口報告,受全球景氣不佳需求趨緩的影響,2022年10月機械出口值為28.62億美元,較去年同期減少2.9%,而工具機的部分10月出口2.67億美元排名第三,較去年同期只減少0.5%,主要受惠於半導體產業需求不減,使得電子設備與檢測量測設備仍為我國機械出口前兩大,合計1~10月占我國機械出口36.8%,出口金額達108.6億美元。雖受疫情影響,但工具機還是具有高度的需求。
重工業為國家針對製造產業延續發展的基礎,重工業包含了鋼鐵煉製、汽車工業、軍械製造與工具機製造等,而工具機的定位更是為了設備而創造的設備,在負責設備的生產與製造的基礎中,工具機製作出成品的精準度決定了後面該生態的起始精度,因此工具機本身針對精度要求亦不可怠惰,除了三個線性軸的各軸精度與軸之間的垂直度外,五軸工具機更是包含了旋轉軸的定位精度等,使得機台內的空間整體相互影響,直線軸與旋轉軸誤差耦合影響工件加工精度,然而工具機的精度在製造程序上即便受到嚴謹的要求,在加工中成品的尺寸卻還是會被製程、工法、刀具與材質等影響,對於工件的尺寸掌控,還是會依據後端使用者的技術影響。
工具機機上量測,可以透過本身機台結合外部量測設備,以雷射或標準件等資訊量測機台本身的誤差,在確認機台精度的情況下,亦可直接於工具機上量測加工中的零組件尺寸,進行公差的掌控與工法的微調,以提升加工精度。本文將針對工具機機上量測進行說明與介紹。
五軸工具機靜態誤差
工具機由多項元件組裝而成,其中元件本身就具有加工時產生的加工誤差,將元件互相組裝又會產生元件與元件間的組裝誤差,這些誤差非常細微,即便進行組裝調整大多無法完全消除,一般加工中如果對於公差要求不高的是沒什麼影響,但在工具機進行精密加工時則會無法達到標準,需要透過控制器所提供的補償方式,將誤差進行補償,使加工精度能夠達到出機標準。根據ISO230-1[1]與ISO230-7[2]定義,靜態誤差可分成線性軸跟旋轉軸兩部份,理解工具機中產生的誤差,才能針對其誤差進行有效的補償,本節將介紹五軸工具機所包含的誤差項目。
1.線性軸靜態誤差
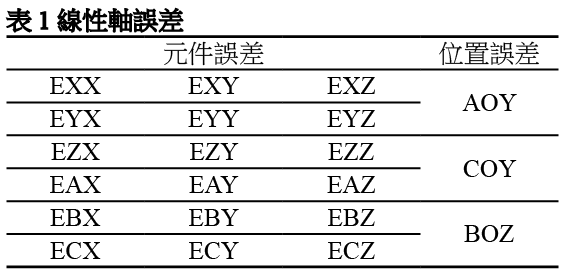
在工具機中線性軸的主要誤差源大部分來自X、Y、Z三個軸,線性軸移動時會因為組裝的滑軌、軸承、導螺桿等精度問題,導致產生六個自由度的誤差。以單一個線性軸X方向做誤差解析,如圖 1所示,首先線性軸移動時會在移動方向產生一個定位誤差EXX,在移動中也會在Y、Z兩個方向產生兩個直度誤差EYX、EZX,單線性軸也會在X、Y、Z三個軸向產生三個角度誤差EAX、EBX、ECX,統整上述解析的線性軸誤差項,單一線性軸會產生六個元件誤差,工具機基本上具備三個線性軸,所以總共有18項誤差項,但線性軸間的組裝會再產生三個垂直度誤差AOY、COY、BOZ,所以三軸工具機就需要補償21項誤差項,如表1所示。
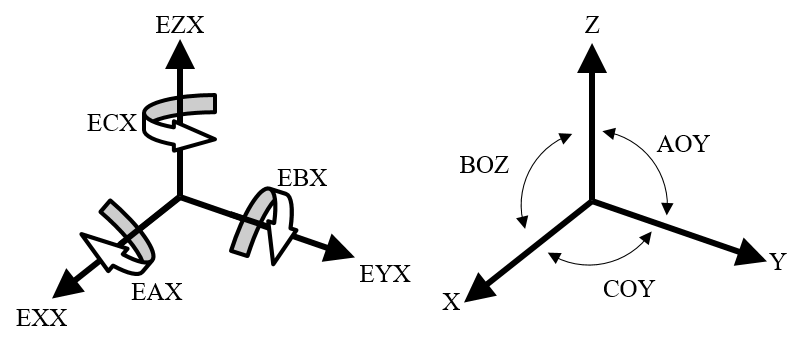
(a) (b)
圖 1 線性軸誤差(a)元件誤差(b)位置誤差
2.旋轉軸靜態誤差
為了加工高曲面或更複雜的工件,會將三個線性軸搭配兩個旋轉軸,使機台能夠具有高自由度的加工,但提升工具機在加工時的自由度,也導致五軸工具機不只需要考量線性軸誤差,還需考量旋轉軸所產生的誤差。旋轉軸誤差可區分成元件與位置兩種誤差,其中元件誤差主要會在機台移動時產生,會依移動距離變化產生不同的誤差大小,位置誤差則是在元件與元件間組裝所產生的偏移量。
更完整的內容歡迎訂購
2023年03月號
(單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出