- 回首頁
- 機械工業雜誌
- 歷史雜誌
摘要:本計畫開發雷射輔助碳纖貼合自動化模組,係將雷射運用於碳纖維添加熱塑性材料之複合材貼片貼合作業上。藉由雷射加熱,使熱塑性碳纖維布軟化或熔解,然後加壓進行貼合,並且冷卻後回到原來的固體狀態。此自動化設備生產模組,可幫助雷射貼合速度快,表面平整度佳,不需後續修整動作。本自動化模組建構三大機構來進行雷射輔助碳纖貼合作業,包含壓輪機構、滑台機構及雷射機構。為了評估此自動化模組貼合的效益,特別採用三組不同的熱塑性碳纖布,貼合後進行彎曲試驗、衝擊試驗及層間剪切試驗。在彎曲試驗結果中,以Carbon+PC-0.3t之剛性表現最佳,抗折強度平均值為162.8 MPa,抗折模數為10.8 GPa。在衝擊試驗結果中,三種熱塑性碳纖材料衝擊強度差異不大。在層間剪切強度中,Carbon+TPU-0.3t之層間剪切強度表現最佳,層間剪切強度平均值為 61.3 MPa。
Abstract:This project developed an automated module for laser-assisted tape-placement of CFRP using laser technique for bonding process on thermoplastic composites. In the process, the thermoplastic matrix is melted by laser heating and pressurized for bonding, and then restored to the solid state after cooling. This module has the advantages of fast bonding speed, smooth surface and no repair need on the surface.This module has three mechanisms, roller mechanism, slide mechanism and laser mechanism. In order to evaluate benefits of this automation module, three different thermoplastic composites are chosen specially for bending test, impact test, and short beam shear test. The results of the bending tests show that the Carbon+PC-0.3t has the best rigidity, whose average flexural strength is 162.8 MPa and flexural modulus is 10.8 GPa. The result of impact test shows that the impact strength of the three different thermoplastic composites is not much different. The result of short beam shear test shows that the Carbon+TPU-0.3t has the best interlaminar shear strength, and the average value is 61.3 MPa.
關鍵詞:熱塑性複合材料、雷射加熱、碳纖維增強聚合物
Keywords:Thermoplastic composite, Laser heating, CFRP
前言
碳纖維增強聚合物(Carbon Fiber Reinforced Polymer, CFRP)由於具備優異的物理特性,高強度與輕量化,因此被漸漸的使用在運輸產業,例如航太、無人機、能源、生醫、汽機車、腳踏車等等,甚至是民生用品、運動器材等。CFRP由於材料熔點高、剛性強,一般機械刀具容易磨損,並且造成工件的熱效應。以雷射做為加熱能源,具有非接觸性和在製造環境中易於實現自動化的優勢。同時,加工過程中的纖維破壞和材料分層問題也可以減少或排除。在熱固性複合材料中,通常使用粘合的方法將較薄的面板與較厚的底板接合起來,而對於熱塑性複合材料而言,面板既可以粘合(與熱固性複合材料一樣),也可以銲接。在生產大型結構件時,粘合工藝的重複度很難滿足要求,因此商業上的考量,已經將目光投向更加自動化、重複性更高的雷射接合製程[1-5]。
自動化模組架構
雷射輔助碳纖貼合是針對熱塑性碳纖維材料進行貼合之技術,可在複雜的幾何形狀進行高效率之生產作業。這個技術在製程中可自動鋪陳碳纖維布,並且透過雷射在碳纖維布熱影響區加熱,同時,壓輪施加壓力使碳纖維布進行貼合固化的作用,如圖1所示。
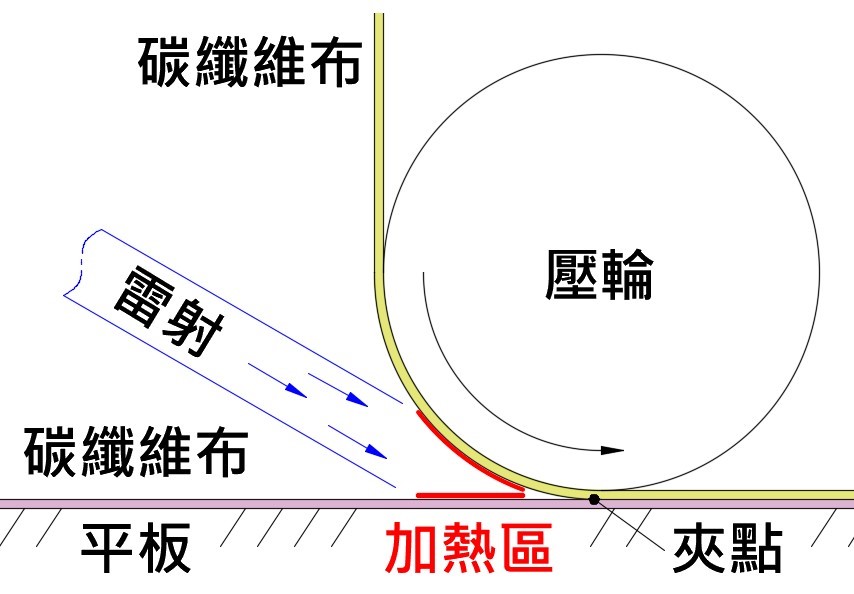
圖1雷射輔助碳纖貼合製程示意圖
本計畫建構雷射輔助碳纖貼合自動化模組,用來進行打樣碳纖維布貼合,如圖2所示。模組由三大主要機構組成,壓輪機構:由油壓缸搭配壓輪機構組成,主要功用是施加適當的壓力使壓輪準確地壓合碳纖維布。滑台機構:透過伺服滑台提供碳纖維布橫向移動,使碳纖維布進行貼合作業。雷射機構:除了提供雷射源使碳纖維布加熱之外,另外設計有微動平台及角度調整機構,幫助雷射焦點調整校正。
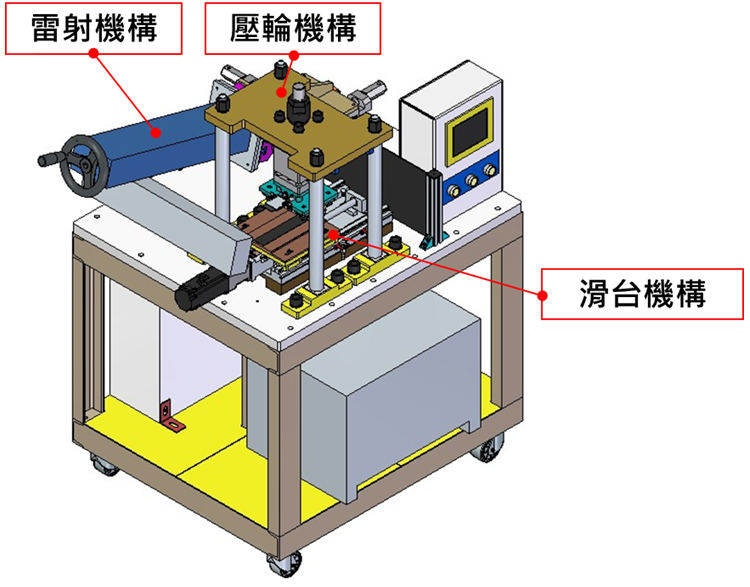
圖2雷射輔助碳纖貼合模組設計圖
1.壓輪機構
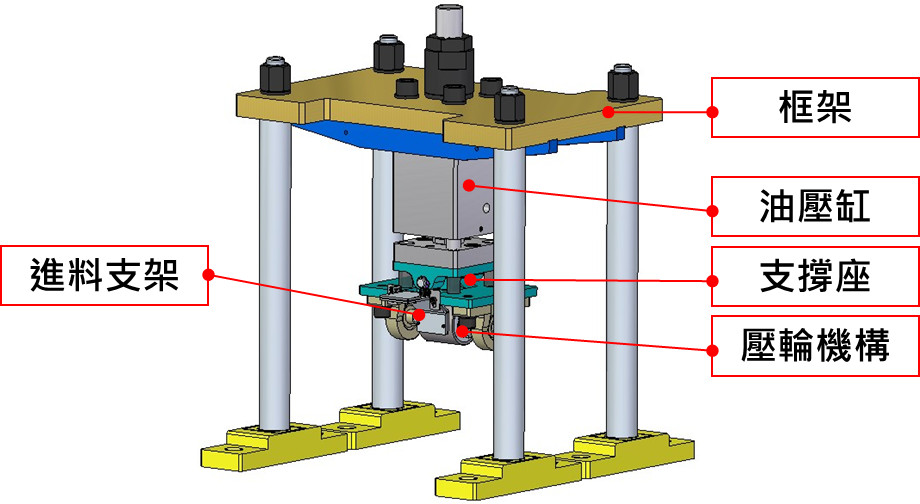
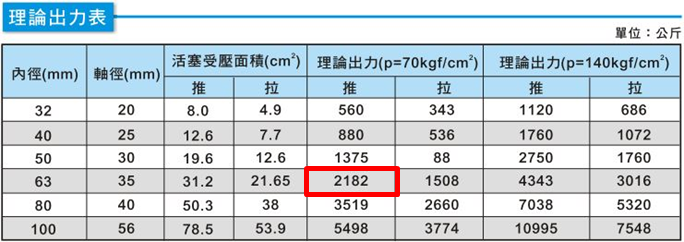
壓輪機構是由油壓缸帶動支撐座及壓輪做上下運動,設計圖如圖3(a)所示。本計畫選用君帆工業之油壓缸,規格為NRφSD63X50ST,規格為內徑為φ63 mm,理論推力為2182 kg,根據型錄理論出力表顯示,油壓缸出力規格如圖3(b)所示。為了適用於複雜的幾何表面,支撐座特別設計可隨表面浮動調整角度裝置,設計圖如圖3(c)所示。另,考慮油壓缸頂出時反作用力的影響,框架設計補強肋板強化框架結構,經過有限元素軟體計算,補強後框架最大變形量為0.05 mm,如圖3(d)所示,因此判斷框架具備足夠強度。
(a)
(b)
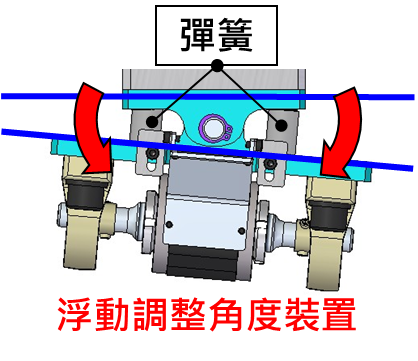
(c)
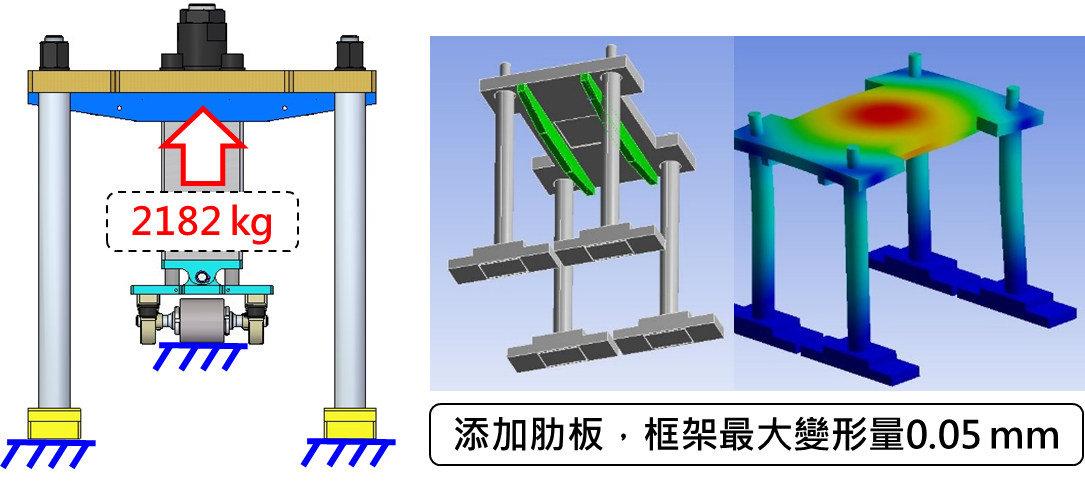
(d)
圖3壓輪機構 (a)設計圖 (b)油壓缸出力規格 (c)支撐座設計 (d)框架強度計算
2. 滑台機構
滑台機構採用雙滾珠滑軌搭配轉造級滾珠螺桿,驅動元件則選用三菱伺服馬達搭配3:1減速機,設計圖如圖4(a)所示。因本機構必須承受壓輪機構下壓力量2182 kg,因此本計畫選用MISUMI之單軸滑台,型號為KUA1505 L系列,根據型錄容許荷重表顯示,此平台水平安裝時,靜態容許荷重為2897 kg,反覆定位精密度為±0.05 mm,如圖4(b)所示。
3. 雷射機構
雷射機構設計圖如圖5(a)所示,底部設計有XY軸微動平台用為雷射位置調整,以及,設計焦距調整平台用於雷射焦距校正,雷射源以角度15度打入碳纖維布之間,每秒掃描寬度45 mm,如圖5(b)所示,使碳纖維布瞬間加熱進而進行貼合的作業,此模組雷射雷射主波長為1065±5 nm,線寬(FWHM)為±5 nm,雷射源平均功率為50 W,功率調節範圍5~100%,功率穩定度為±1%,輸出光纖長度為1.6 m,工作電壓為100-240V AC、10A、50/60 Hz。
更完整的內容歡迎訂購
2019年02月號
(單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出