- 回首頁
- 機械工業雜誌
- 當期雜誌
摘要:卷對卷式鋼帶在經過壓延、退火酸洗與分條加工程序後,鋼材表面可能產生刮痕與鑿點的瑕疵。過去多經由人員在鋼帶卷對卷式傳輸過程時,以肉眼觀察表面是否有瑕疵,但不僅容易造成人眼疲勞,而判斷的標準也常因環境因素或人員差異而產生不一致的狀況,且在操作的過程也增加可能發生工安意外的風險。為了達到即時監測品質的一致性,本文發展一套智慧光學檢測技術以取代傳統人力檢測的方式,以高角度與低角度兩種光源形式同時打光,並利用配置不同波長的光源與彩色線型相機光譜響應不重疊的特性,同時拍攝兩種光源特性以強化瑕疵特徵,最後利用卷積運算、影像比對與機器學習中的支援向量機(Support Vector Machine, SVM)進行分類以完成檢測。本技術在影像解析度30 μm、最大對應鋼卷寬度490 mm、最大輸送速度2 m/s的情況下,可實現即時全檢的高速智慧檢測。
Abstract:After rolling, annealing, acid cleaning and slitting, the strip steel may have scratches and chisel defects on the steel surface. In the past, the strip steel surface defects were visually inspected by human during the roll-to-roll transmission process. Eye fatigue causes judgment criteria inconsistency among different people; and the risk of industrial accidents increase during the operation. In order to achieve the consistency of judgment criteria, this work develops a set of automatic optical inspection technology to replace traditional visual inspection. The surface defect characteristics of strip steel are enhanced by using light illumination with two different angles and wavelengths. Finally, the detection is completed by convolution operation, image comparison, and support vector machine classification. With image resolution of 30 μm, high-speed and real-time full inspection can be realized, achieving maximum steel coil of 490 mm width and the maximum conveying speed of 2 m/s.
關鍵詞:鋼鐵表面瑕疵、卷對卷、智慧光學檢測
Keywords:Steel surface defects, Roll to roll, Smart optical inspection
前言
鋼鐵產業在上游高爐或電弧爐煉製出扁鋼胚、大鋼胚、小鋼胚與鋼錠後,交付中游加工可製成鋼板、冷熱軋鋼卷、鋼筋、H型鋼、線材盤元與棒鋼盤元。而以冷熱軋鋼卷為例,再經由下游加工如沖壓、裁剪、切割、凹折與鑽孔等多道程序後,可製成如自行車變速器齒輪、汽車扣件與硬碟外殼等消費型產品。冷熱軋鋼卷在中游製程中的壓延、退火酸洗與分條作業後,偶發性的會在鋼材表面產生刮痕與鑿點瑕疵[1],使得終端產品外觀異常而無法被消費者所接受,甚至可能對於金屬強度造成影響,因此需對其品質進行嚴格把關。傳統上,在出貨包裝前的最後一道關卡分條機,人員會在操作機台執行分條作業時,一併以肉眼觀察輸送的鋼卷表面是否有瑕疵發生,但在實務上往往遭遇了諸多的困難,包含鋼卷傳輸速度過快(最快可達2 m/s),人的肉眼難以仔細觀察快速移動中的鋼卷表面,不僅造成眼睛急劇的疲勞,且因需接近輸送中的鋼卷觀看,有工安疑慮的風險,又因隨著不同人員的操作,導致檢測標準的不一致,往往會有漏檢的情況發生。為了杜絕傳統人工檢測高成本低效益的詬病,本文發展一套智慧光學檢測技術以取而代之,以高角度藍光與低角度紅光兩種光源投射鋼卷表面,並搭配高速彩色線型掃描相機進行取像,以兩種光源之光學頻譜無重疊的特性,同時拍攝具有高角度亮場與低角度暗場的兩種影像,以加強檢測的正確率。最後利用卷積運算搭配影像比對找出瑕疵,並以機器學習中的支援向量機進行分類,完成智慧檢測。
硬體架構
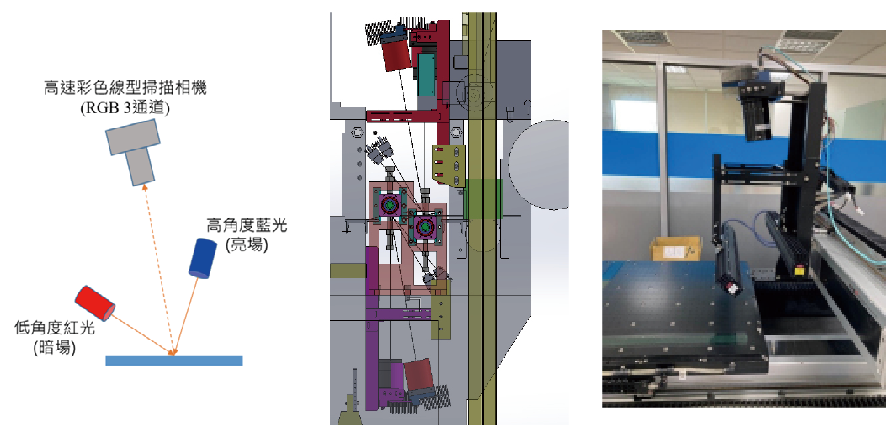
本文設計一套緊湊的光學機構,在狹窄的空間範圍內(長50 cm、寬60 cm、高100 cm)搭建傾斜式光學系統,系統內含低角度紅光、高角度藍光與一傾斜10度之高速彩色線型掃描相機,相機分為紅綠藍三組通道,每條通道的取像頻率可達100 khz,以產線實際需求鋼卷最寬規格490 mm搭配適當鏡頭,使得影像解析度可達30 μm,如圖1所示。因高速彩色線型掃描相機在紅色與藍色通道響應的光譜幾乎無重疊,因此利用一組低角度的紅色光源與一組高角度的藍色光源同時照射待測鋼卷表面,可在同一時間拍出兩張不同角度的打光效果,分別是紅色光源的低角度暗場影像與藍色光源的高角度亮場影像。
(a) (b) (c)
(d) (e)
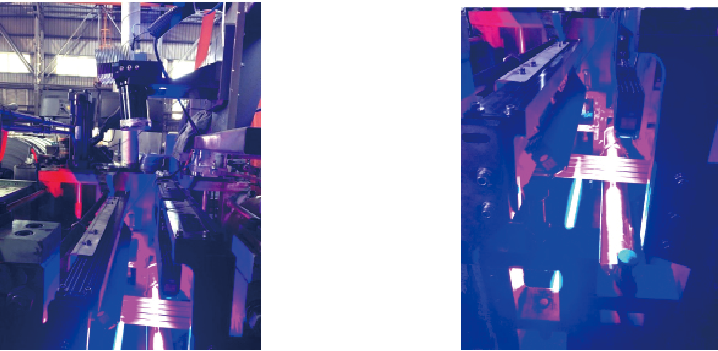
圖1 硬體架構示意與實際架設圖 (a) 光學系統架構示意圖 (b) 機構設計示意圖 (c) 實驗室架設圖 (d) 現場實際架設圖(e) 鋼帶實際打光情形
低角度暗場影像在光學成像上,與待測鋼卷平面呈現一較小之夾角,使得光源所發出之準直光線照射在鋼卷平面後,會在與鋼卷平面垂直之相機光軸的另一側,以較小的夾角反射出相機視野之外,造成相機拍出來的影像皆為收不到光線的暗場影像,唯有在鋼卷平面如鑿點或刮痕等瑕疵造成三維輪廓上凹陷的不平整之處,才會將光線反射進入相機視野而成亮色,藉此來擷取鋼卷平面上的高低起伏瑕疵。
在高角度藍光的亮場影像中,光學特性正好與暗場影像相反,光源與鋼卷平面呈現一幾乎垂直之角度,在表面平坦處會完整反射光源照射之光線進入相機呈現亮色,但三維樣貌有高低起伏之處如鑿點或刮痕等,因光線反射出相機視野之外而呈現暗色,如圖2所示。但亮場拍攝方式會將鋼卷表面如油汙等其他非瑕疵的表面資訊,同樣呈現暗色造成難以區分,因此亮場影像將用來進行影像上鋼卷位置人員判斷、檢測區域切割等任務,並可針對嚴重瑕疵(寬度與深度皆大)進行偵測。
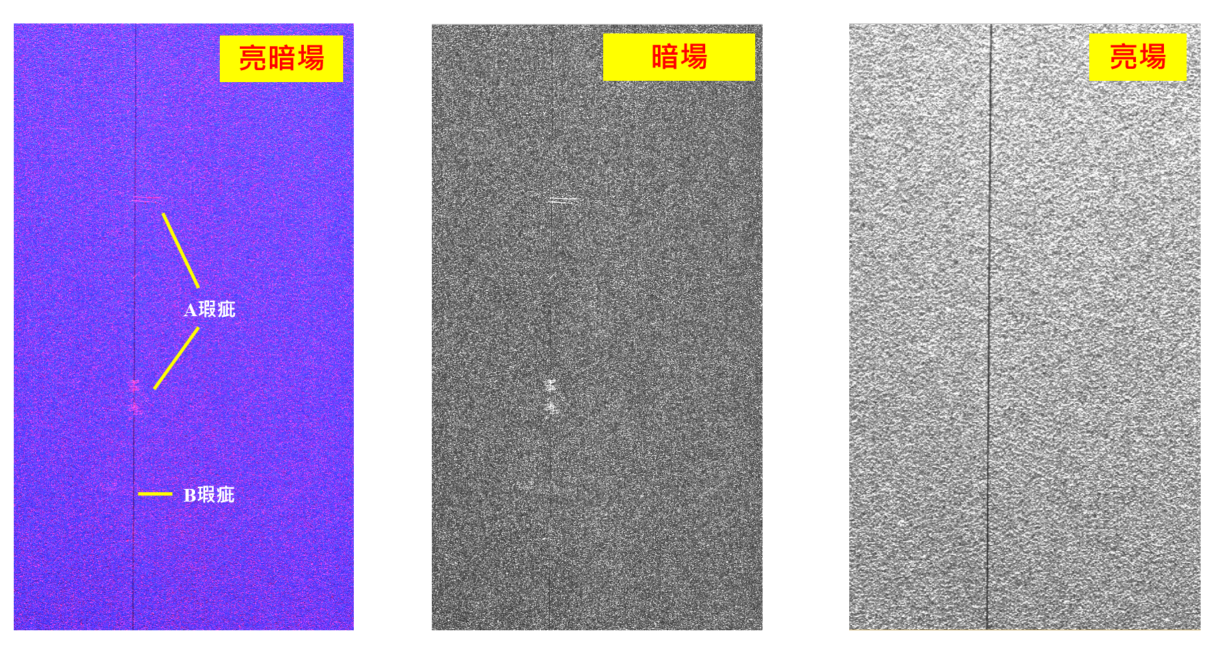
圖2 亮場影像與暗場影像之差異
本文利用編碼器(Encoder)搭建在卷對卷式生產設備之滾筒上,即時偵測鋼卷輸送位移量,並將編碼器的差分訊號回授給影像擷取卡,以觸發相機逐條取像,使得在生產線上鋼卷傳送不定速的情況下也可保持影像解析度的一致性,而不會造成形變,如圖3所示。
檢測原理
本文利用一高速彩色三通道線型掃描相機進行取像,相機內的線型CCD寬度達16384畫素,搭配M90 mount鏡頭使得成像解析度達30 μm,在取得影像後首先將彩色影像分離出紅綠藍三通道各別的灰階影像,因利用紅色光源與藍色光源的光譜不重疊特性,所以使用對應的紅色與藍色兩個通道的灰階影像來進行後續的檢測,首先利用人員在鋼卷上料時,經由人機互動介面觀看高角度藍色亮場影像來設定鋼卷邊界範圍,並進行影像切割動作,將非鋼卷區域的背景影像剃除,以減少後續運算的資料量,縮減運算時間達到高速檢測的需求。接下來針對鋼卷區域影像進行鑿點與刮痕之瑕疵偵測,偵測的核心原理是利用區域統計的概念來尋找灰階離群值較大的區域,也就是在影像上可看到與周圍比較起來,明顯較亮或較暗的區域,該區域代表的就是如鑿點或刮痕等瑕疵所發生之處,如圖4。為了加快運算速度,我們不以直接針對影像進行區域統計的方式進行計算,而是改以較快速的卷積運算並搭配與原始影像比對的方式,來達到與區域統計近似的結果。
更完整的內容歡迎訂購
2022年10月號
(單篇費用:參考材化所定價)
主推方案
無限下載/年 5000元
NT$5,000元
訂閱送出